
钢结构焊接工程技术交底


标签: #技术交底
钢结构焊接工程技术交底本节适用于桁架或网架(壳)结构、多层和高层梁一柱、框架结构等工业与民用建筑和一般构筑物的钢结构工程中,钢材厚度大于或等于3mm的碳素结构钢和低合金高强度结构钢的焊接。适用的焊接方法包括手工电弧焊、埋弧自动焊、熔嘴电渣焊、栓钉焊接等。一、施工准备1.1技术准备1.在构件制作前,工厂应根据施工制造方案和钢结构技术规范以及施工图纸和《建筑钢结构焊接技术规程》(JGJ81)的要求编制各类施工工艺,进行焊接工艺评定试验。生产制造过程应严格按工艺评定的有关参数和要求进行,通过跟踪检测,如发现按照工艺评定规范生产质量不稳定的,应重做工艺评定,以达到质量稳定。2.钢结构工程小选用的新材料...
相关推荐
-
六年级上册衔接讲义第一单元第4课《分数的混合运算和简便运算》(原卷版)人教版VIP免费
 2024-07-14 6
2024-07-14 6 -
包含与排除(讲师版)_五升六年级数学奥数讲义VIP免费

 2024-07-14 6
2024-07-14 6 -
包含与排除(学生版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 4
2024-07-14 4 -
不定方程与整数拆分(讲师版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 4
2024-07-14 4 -
不定方程与整数拆分(学生版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 2
2024-07-14 2 -
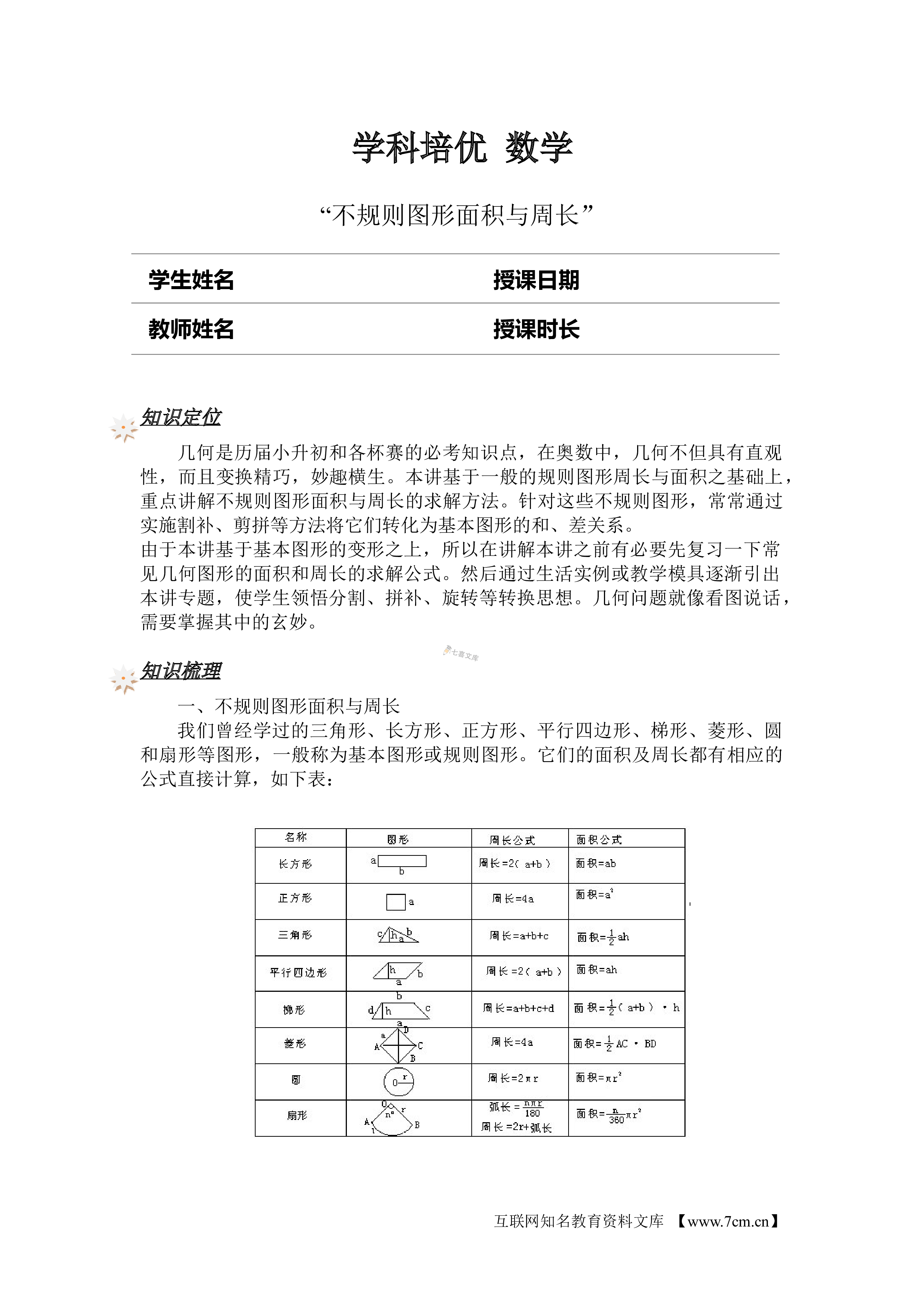
不规则图形面积与周长(讲师版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 4
2024-07-14 4 -
不规则图形面积与周长(学生版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 2
2024-07-14 2 -
差倍问题(讲师版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 2
2024-07-14 2 -
差倍问题(学生版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 4
2024-07-14 4 -
抽屉原理(讲师版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 3
2024-07-14 3
相关内容
-

专题06《分数的加法和减法》—数学五升六衔接讲义(学生版)人教版
分类:教育专区
时间:2024-07-14
标签:无
格式:DOCX
价格:3.3 金币
-
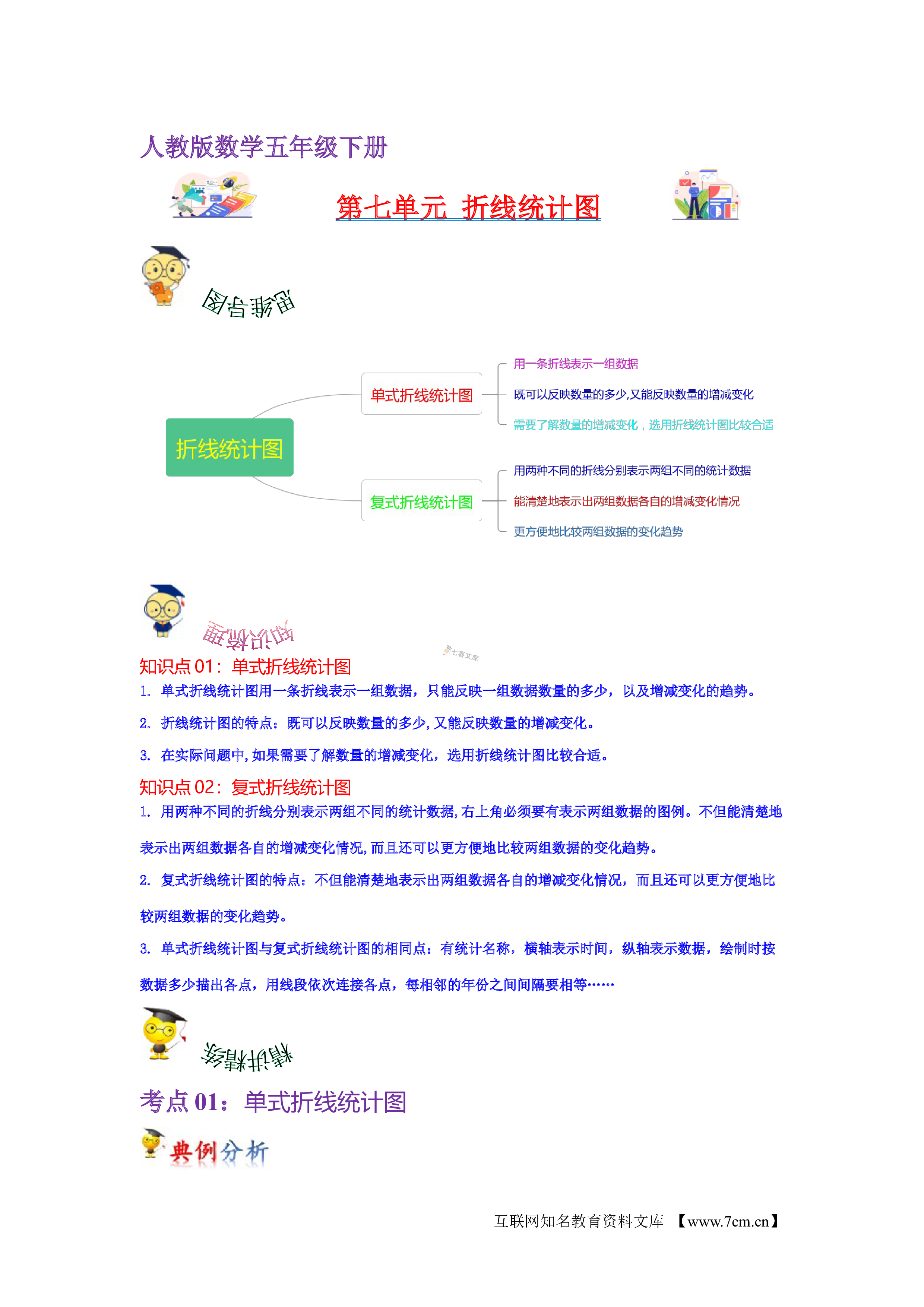
专题07《折线统计图》-数学五升六衔接讲义(教师版)人教版
分类:教育专区
时间:2024-07-14
标签:教师
格式:DOCX
价格:3.3 金币
-

专题07《折线统计图》-数学五升六衔接讲义(学生版)人教版
分类:教育专区
时间:2024-07-14
标签:无
格式:DOCX
价格:3.3 金币
-
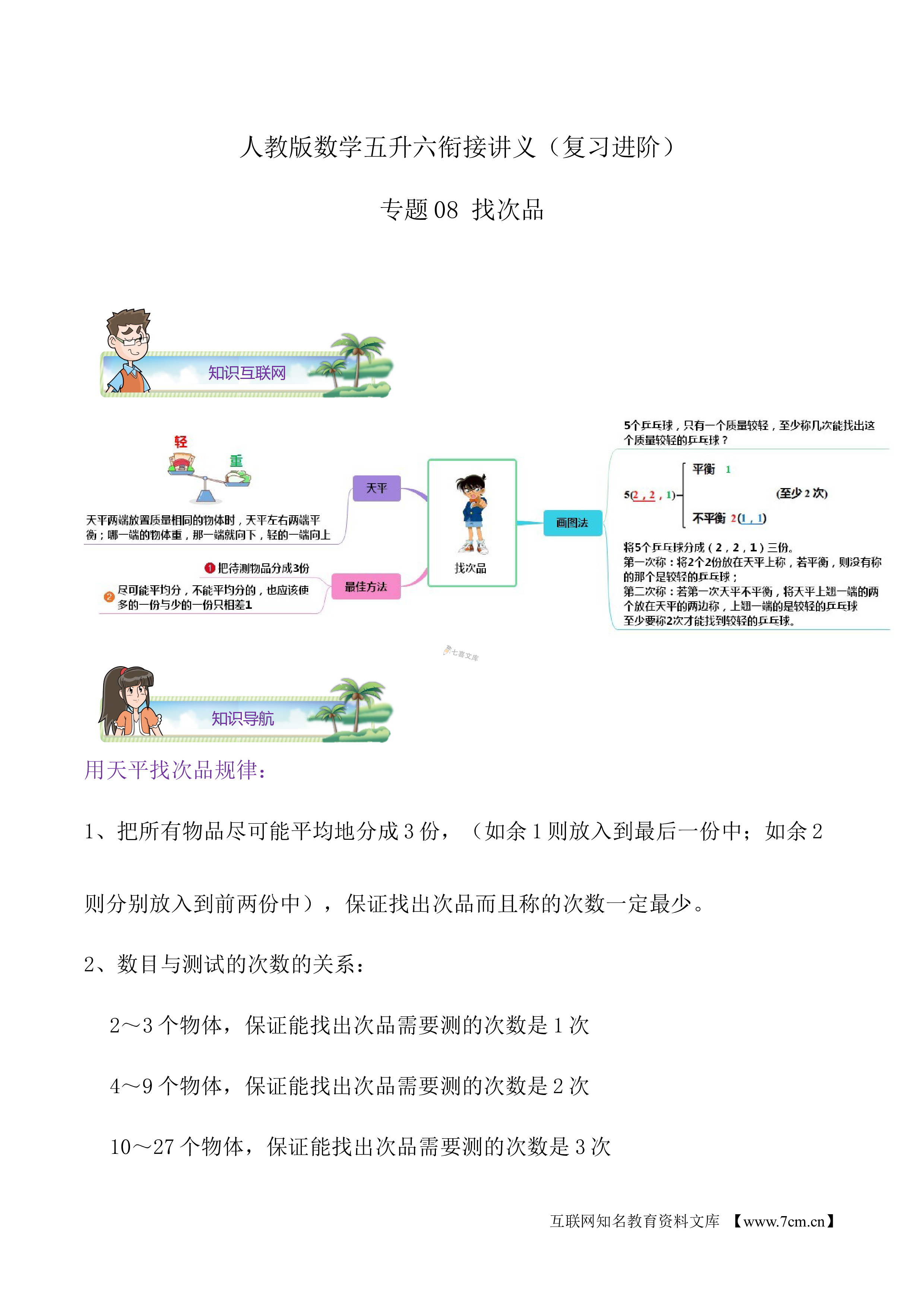
专题08《找次品》—数学五升六衔接讲义(教师版)人教版
分类:教育专区
时间:2024-07-14
标签:教师
格式:DOCX
价格:3.3 金币
-
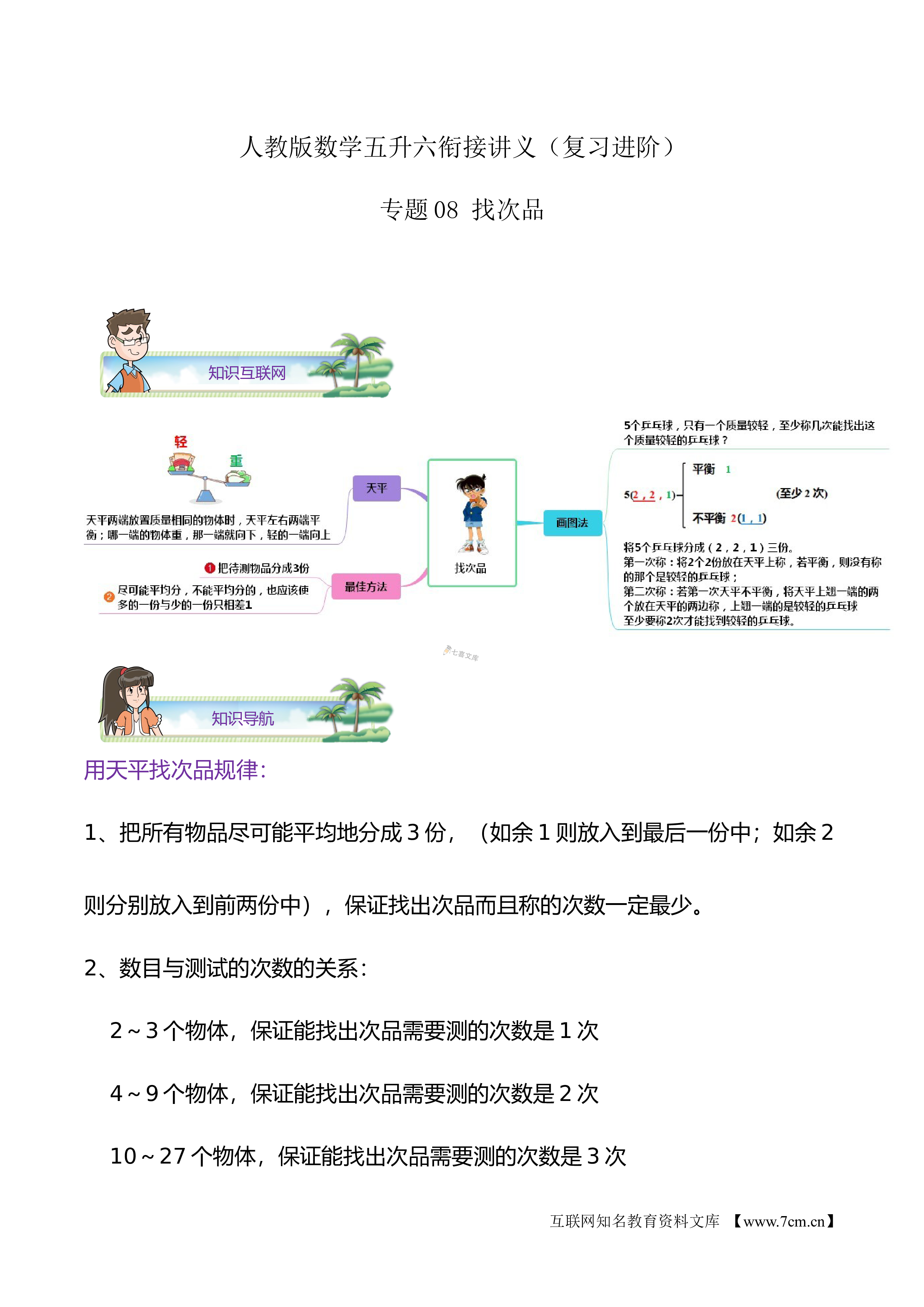
专题08《找次品》—数学五升六衔接讲义(学生版)人教版
分类:教育专区
时间:2024-07-14
标签:无
格式:DOCX
价格:3.3 金币




