
钢结构零部件进场
VIP免费
3.0
2024-05-30
1
0
469KB
17 页
2.8金币
侵权投诉
钢结构零部件进场、加工
一、适用范围
适用于建筑钢结构的加工制作工序,包括工艺流程的选择、放样、号料、切割、矫正、
成型、边 缘加工、管球加工、制孔、摩擦面加工、端部加工、构件的组装、圆管构件加工
和钢构件预拼装等。
二、施工准备
2.1 技术准备
1.钢结构工程施工单位应具备相应的钢结构工程施工资质,施工现场质量管理应有相应
的施工技术标准、质量管理体系、质量控制及检验制度,施工现场应有经项目技术负责人
审批的施工组织设计、施工方案等技术文件。
2.进行图纸会审,与甲方、设计人员、监理充分沟通,了解设计意图。
3.结合本单位的设备、技术条件,工地现场的实际起重能力和运输条件及核对施工图中
钢结构的分段是否满足要求;工厂和工地的工艺条件是否能满足设计要求,
4.根据设计文什进行构件详图设计,以便于加工制作和安装。
5.组织必要的工艺试验,如焊接工艺评定等试验,尤其是对新工艺、新材料,要做好工
艺试验,作为指导生产的依据。
6.结合设计图纸编制材料采购计划。
2.2 材料要求
1.结构钢材的选择应符合设计图纸的要求。
2.进厂的原材料,除必须有生产厂的出厂质量证明书外,并应按设计要求和现行国家规
范规定。在甲方、监理人员的见证下,进行现场见证取样、送样、复验,其复验结果应符
合现行国家产品标准和设计要求,做好检查记录,并向甲方和监理提供检验报告。
3.重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设
计要求。
4.材料代用应由制作单位事先提出附有材料证明书的申请书 (技术核定单),向甲方和监
理报审后,经设计单位确认并办理书面代用手续后方可代用。
5.钢材表面有锈蚀、麻点和划痕等缺陷时,其深度不得大于该钢材厚度负偏差值的 1/
2。
6.钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》规定
的A、B、C级。
7.严禁使用药皮脱落或焊芯生锈的焊条、受潮结块或已熔烧过的焊剂以及生锈的焊丝。
用于栓钉焊的栓钉,其表面不得有影响使用的裂纹、条痕、凹痕和毛刺等缺陷。
2.3 主要机具
1.起重运输机具:桥式起重机、塔式起重机、门式起重机、汽车起重机、重型运输汽车、
叉车等。
2.加工制作机具:型钢带锯机、数控切割机、多头直条切割机、型钢切割机、半自动切
割机、仿形切割机、圆孔切割机、相贯线切割机、磁轮切割机、立式切割机、卧式压力机
剪板机、滚剪倒角机、磁力电钻、电动空压机、柴油发电机、喷砂机、喷漆机、卷板机、
平板机、锁口机、翼缘矫正机、矫直机、刨边机、车床、数控三维钻床、摇臂钻床、钻铣
床、端面铣床、坐标镗床、刨床等。
3.焊接机具:直流焊机、交流焊机、CO(2 下标)焊机、埋弧焊机、焊条烘干箱、焊剂烘
干箱、焊接滚轮架等。
4. 检测设备:超声波探伤仪、焊缝检验尺、磁粉探伤仪、数字温度仪、漆膜测厚仪、数

字钳形电流表、温湿度仪、游标卡尺、钢卷尺等。
2.4 作业条件
1.完成施工详图设计,并经原设计人员审核签字认可。
2.制作工艺(施工方案)、作业指导书等各种技术准备工作已经准备就绪。
3.各种工艺评定试验及工艺性能试验均已完成。
4.主要材料已进厂,并经复验合格。
5.各种机械设备调试验收合格。
6.所有生产工人都进行了施工前培训,取得相应资格的上岗证书。
三、施工工艺
3.1 工艺流程
3.2 操作工艺
1.放样、号料
(1)熟悉施工图,检查样板、样杆是否符合设计图要求。根据设计图直接在板料和型钢-亡
号料前,应检查材料是否存在缺陷及变形,号料尺寸是否正确,以防产生错误,造成废品
特别应注意各部件之间的连接点、连接方式和尺寸是否一一对应。发现有疑问之处,应与
有关技术部门联系解决。
(2)对单一的产品零件,可以直接在所需厚度的平板材料(或型材)上进行画线下料,不必
在操作台上放样图和另行制出样板。对于较复杂带有角度的结构零件,不能直接在板料型
钢上号料时,利用样板进行划线号料。
(3)根据施工图中的具体技术要求,按照l:1的比例尺寸和基准画线以及正投影的作图步
骤,画出构件相互之间的尺寸及真实图形。产品放样经检查无误后,采用 0.5mm~1mm
的薄钢板或油毡纸及马粪纸等材料,以实样尺寸为依据,制出零件的样杆、样板,用样杆
和样板进行号料。用油毡或马粪纸壳材料作样板时,应注意温度和湿度影响所产生的误差
(4)号料前必须了解原材料的材质及规格,检查原材料的质量。不同规格、不同材质的零
件应分别号料。并依据先大后小的原则依次号料。
(5)样板、样杆上应注明构件编号、零件名称、件数、位置,材料、牌号规格,同时标注
上孔径、工作线、弯曲线等各种加工符号。应妥善保管样板,防止折叠和锈蚀,以便进行
校核,查出原因。
(6)为了保证产品质量,防止由于下料发生废品,样板应注意适当预放加工裕量。
1)自动气割切断的加工裕量为 3mm。
2)手工气割切断的加工裕量为 4mm。
3)气割后需铣端或刨边者,其加工裕量为 4mm~5mm。
4)剪切后无需铣端或刨边的加工裕量为零。
5)对焊接结构零件的样板,除放出上述加工裕量外,还须考虑焊接零件的收缩量。
(7)主要受力构件和需要弯曲的构件,在号料时应按工艺规定的方向取料,弯曲件的外侧
不应有样冲点和伤痕缺陷。
(8)号料应有利于切割和保证零件质量。
(9)放样时要按图施工,从画线到制样板应做到尺寸精确,减少误差。放样允许偏差见表
7-7。

一般号料样板尺寸小于设计尺寸 0.5mm~1.0mm,因划线工具沿样板边缘划线时增加
距离,这样正负值相抵,可减少误差。
(10)号料后允许偏差如表 7-8 所示。
(11)样板和样杆应妥善保存,直至工程结束以后方可销毁。
2.切割
下料划线以后的钢材,必须按其所需的形状和尺寸进行下料切割。
(1)气割
1)场地准备:首先检查工作场地是否符合安全要求,然后将工件垫平。工件下面应留有
一定的空隙,以利于氧化铁渣的吹出。工件下面的空间不能密封,否则会在气割时引起爆
炸。工件表面的油污和铁锈要加以清除。
2)气割的允许偏差见表 7-9。
(2)砂轮锯切
1)砂轮锯切适用于薄壁型钢,如方管、圆管、Z和C形断面的薄壁型钢等。切口光滑,
毛刺较薄,容易清除。
砂轮锯切时,工作物常固定在锯片的一面,另一面是自由的。因此,由于侧向抗力使切
口倾斜,尤其当手动推进给压力较大时,有时倾斜达 2mm~3mm。
当厚度在 1mm~3mm 时,剪切效率很高,当厚度超过4mm 时,效率降低,砂轮片损耗
大,经济上不合理。
2)带锯机切割

摘要:
展开>>
收起<<
钢结构零部件进场、加工一、适用范围适用于建筑钢结构的加工制作工序,包括工艺流程的选择、放样、号料、切割、矫正、成型、边缘加工、管球加工、制孔、摩擦面加工、端部加工、构件的组装、圆管构件加工和钢构件预拼装等。二、施工准备2.1技术准备1.钢结构工程施工单位应具备相应的钢结构工程施工资质,施工现场质量管理应有相应的施工技术标准、质量管理体系、质量控制及检验制度,施工现场应有经项目技术负责人审批的施工组织设计、施工方案等技术文件。2.进行图纸会审,与甲方、设计人员、监理充分沟通,了解设计意图。3.结合本单位的设备、技术条件,工地现场的实际起重能力和运输条件及核对施工图中钢结构的分段是否满足要求;工厂...
相关推荐
-
六年级上册衔接讲义第一单元第4课《分数的混合运算和简便运算》(原卷版)人教版VIP免费
 2024-07-14 6
2024-07-14 6 -
包含与排除(讲师版)_五升六年级数学奥数讲义VIP免费

 2024-07-14 6
2024-07-14 6 -
包含与排除(学生版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 4
2024-07-14 4 -
不定方程与整数拆分(讲师版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 4
2024-07-14 4 -
不定方程与整数拆分(学生版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 2
2024-07-14 2 -
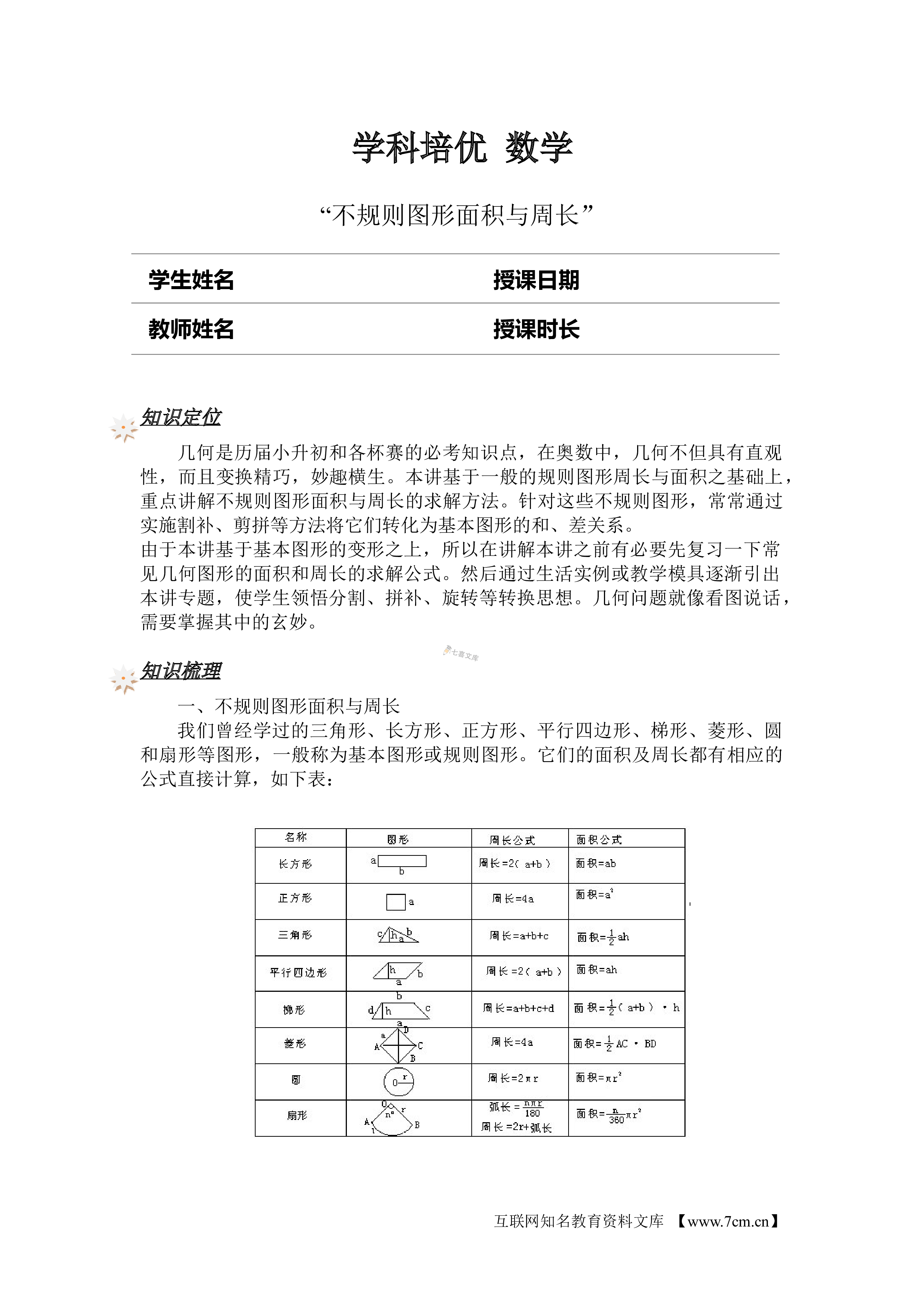
不规则图形面积与周长(讲师版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 4
2024-07-14 4 -
不规则图形面积与周长(学生版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 2
2024-07-14 2 -
差倍问题(讲师版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 2
2024-07-14 2 -
差倍问题(学生版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 4
2024-07-14 4 -
抽屉原理(讲师版)_五升六年级数学奥数讲义VIP免费
 2024-07-14 3
2024-07-14 3
分类:行业资料
价格:2.8金币
属性:17 页
大小:469KB
格式:DOC
时间:2024-05-30
相关内容
-

专题06《分数的加法和减法》—数学五升六衔接讲义(学生版)人教版
分类:教育专区
时间:2024-07-14
标签:无
格式:DOCX
价格:3.3 金币
-
专题07《折线统计图》-数学五升六衔接讲义(教师版)人教版
分类:教育专区
时间:2024-07-14
标签:教师
格式:DOCX
价格:3.3 金币
-

专题07《折线统计图》-数学五升六衔接讲义(学生版)人教版
分类:教育专区
时间:2024-07-14
标签:无
格式:DOCX
价格:3.3 金币
-
专题08《找次品》—数学五升六衔接讲义(教师版)人教版
分类:教育专区
时间:2024-07-14
标签:教师
格式:DOCX
价格:3.3 金币
-
专题08《找次品》—数学五升六衔接讲义(学生版)人教版
分类:教育专区
时间:2024-07-14
标签:无
格式:DOCX
价格:3.3 金币




