
钢结构手工电弧焊焊接工艺
VIP免费
3.0
2024-05-30
2
0
33.5KB
3 页
2.8金币
侵权投诉

钢结构手工电弧焊焊接
1 范围
本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。
2 施工准备
2.1 材料及主要机具:
2.1.1 电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。
严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接 Q235 钢时宜选用 E43 系列碳
钢结构焊条;焊接 16Mn 钢时宜选用 E50 系列低合金结构钢焊条;焊接重要结构时宜采用
低氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条
与碱性焊条不准混杂使用。
2.1.2 引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。
2.1.3 主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条
保温桶、钢丝刷、石棉布、测温计等。
2.2 作业条件
2.2.1 熟悉图纸,做焊接工艺技术交底。
2.2.2 施焊前应检查焊工合格证有效期限,应证明焊工所能承担的焊接工作。
2.2.3 现场供电应符合焊接用电要求。
2.2.4 环境温度低于 0℃,对预热,后热温度应根据工艺试验确定。
3 操作工艺
3.1 工艺流程
作业准备 → 电弧焊接 (平焊、立焊、横焊、仰焊)→ 焊缝检查
3.2 钢结构电弧焊接:
3.2.1 平焊
3.2.1.1 选择合适的焊接工艺,焊条直径,焊接电流,焊接速度,焊接电弧长度等,通
过焊接工艺试验验证。
3.2.1.2 清理焊口:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周
围不得有油污、锈物。
3.2.1.3 烘焙焊条应符合规定的温度与时间,从烘箱中取出的焊条,放在焊条保温桶内,
随用随取。
3.2.1.4 焊接电流:根据焊件厚度、焊接层次、焊条型号、直径、焊工熟练程度等因素,
选择适宜的焊接电流。
3.2.1.5 引弧:角焊缝起落弧点应在焊缝端部,宜大于 10mm,不应随便打弧,打火引
弧后应立即将焊条从焊缝区拉开,使焊条与构件间保持 2~4mm 间隙产生电弧。对接焊缝
及对接和角接组合焊缝,在焊缝两端设引弧板和引出板,必须在引弧板上引弧后再焊到焊
缝区,中途接头则应在焊缝接头前方 15~20mm 处打火引弧,将焊件预热后再将焊条退回
到焊缝起始处,把熔池填满到要求的厚度后,方可向前施焊。
3.2.1.6 焊接速度:要求等速焊接,保证焊缝厚度、宽度均匀一致,从面罩内看熔池中
铁水与熔渣保持等距离(2~3mm)为宜。
3.2.1.7 焊接电弧长度:根据焊条型号不同而确定,一般要求电弧长度稳定不变,酸性
焊条一般为 3~4mm,碱性焊条一般为 2~3mm 为宜。
3.2.1.8 焊接角度:根据两焊件的厚度确定,焊接角度有两个万面,一是焊条与焊接前
进方向的夹角为 60~75°;二是焊条与焊接左右夹角有两种情况,当焊件厚度相等时,焊

摘要:
展开>>
收起<<
钢结构手工电弧焊焊接1范围本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。2施工准备2.1材料及主要机具:2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接Q235钢时宜选用E43系列碳钢结构焊条;焊接16Mn钢时宜选用E50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。2.1.3主要机具:电焊机(交、直流)、焊把线、...
相关推荐
-
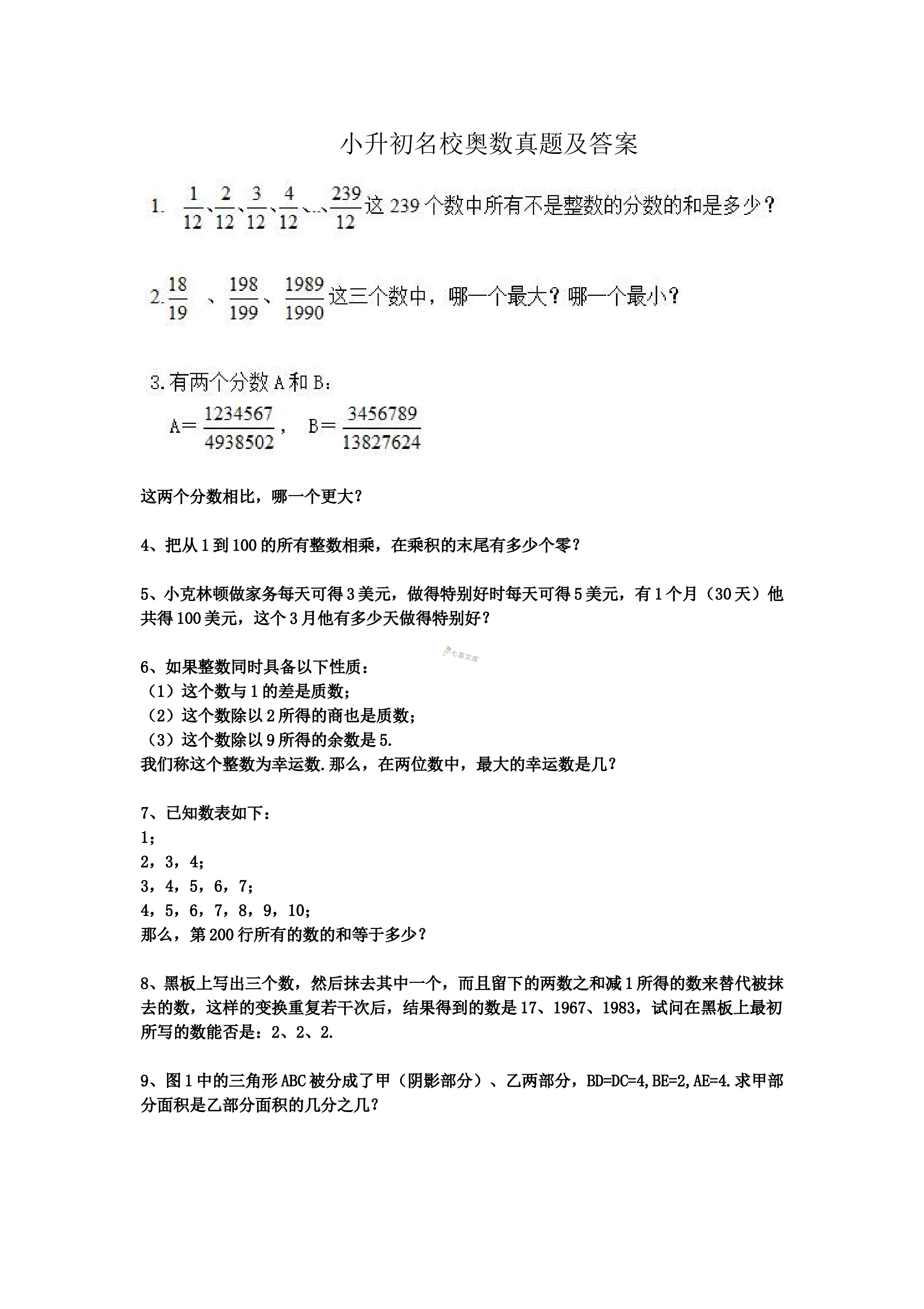
小升初名校奥数真题及答案VIP免费
 2024-11-09 39
2024-11-09 39 -
2023-2024学年七年级下册数学第一章第七节试卷及答案北师大版VIP免费
 2024-11-09 70
2024-11-09 70 -
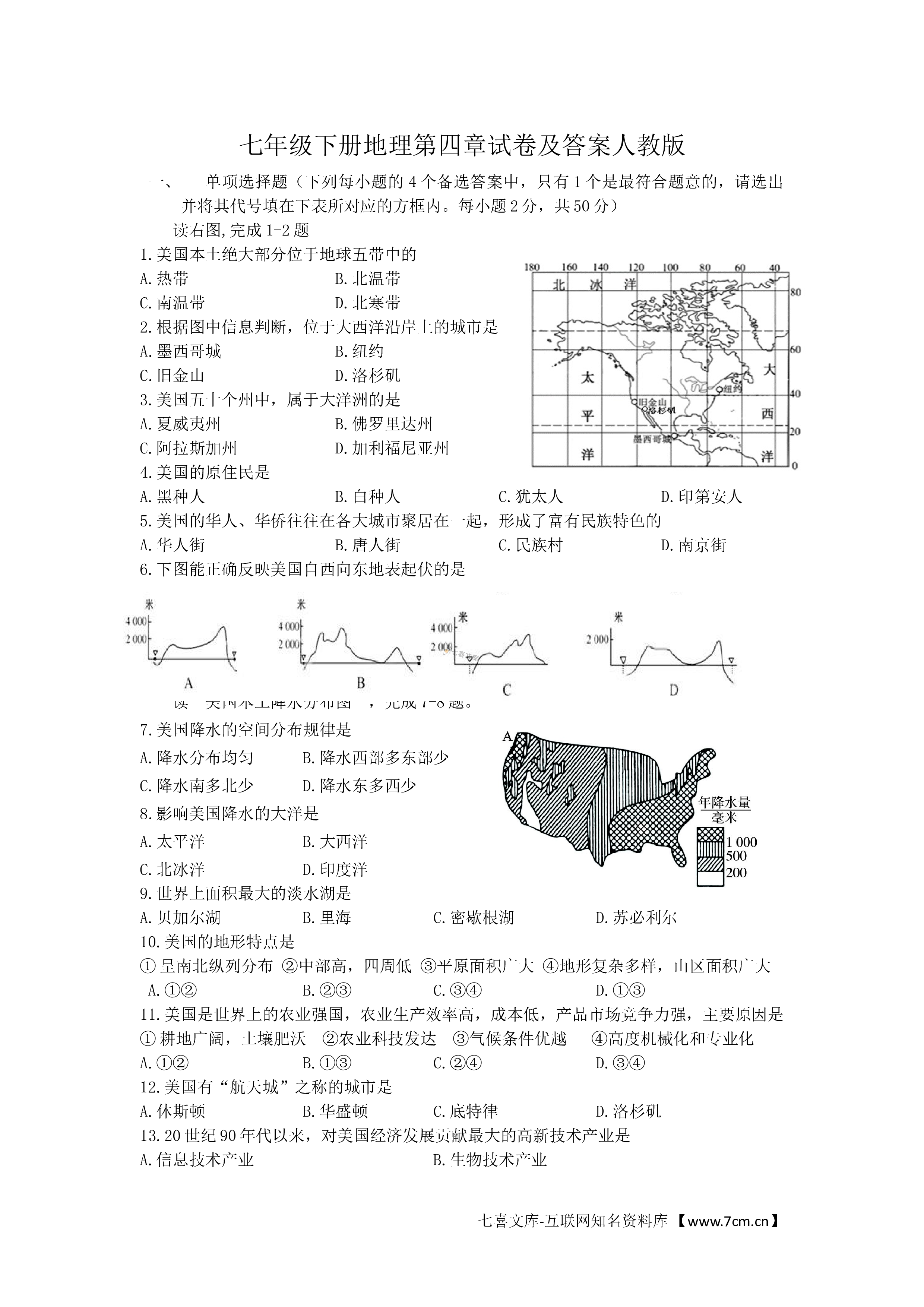
七年级下册地理第四章试卷及答案人教版VIP免费
 2024-11-10 50
2024-11-10 50 -
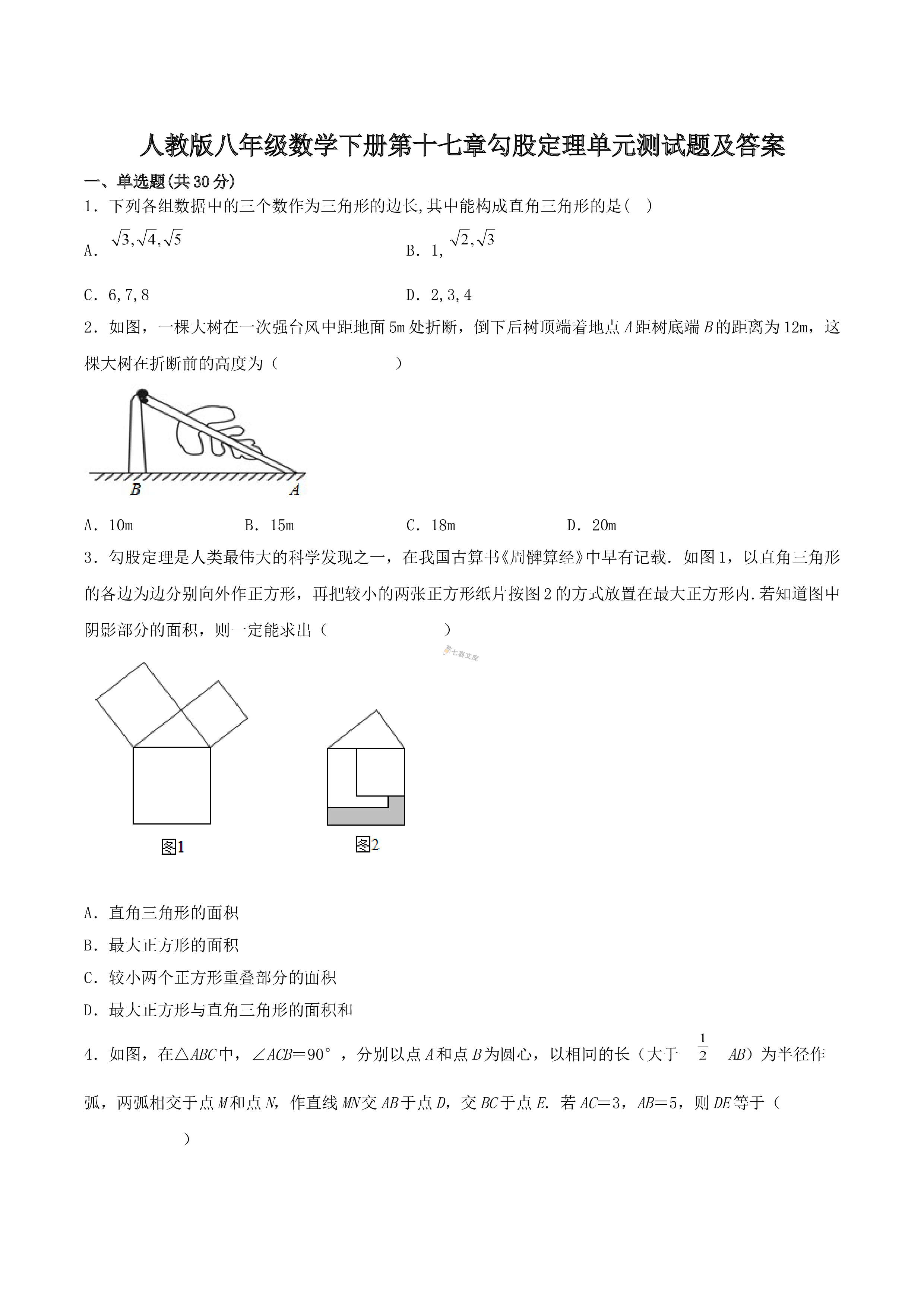
人教版八年级数学下册第十七章勾股定理单元测试题及答案VIP免费
 2024-11-10 427
2024-11-10 427 -
2011年成人高考专升本生态学基础考试真题及答案VIP免费
 2024-11-12 43
2024-11-12 43 -
2023年武汉工程大学教育管理学考研真题VIP免费
 2024-11-14 17
2024-11-14 17 -
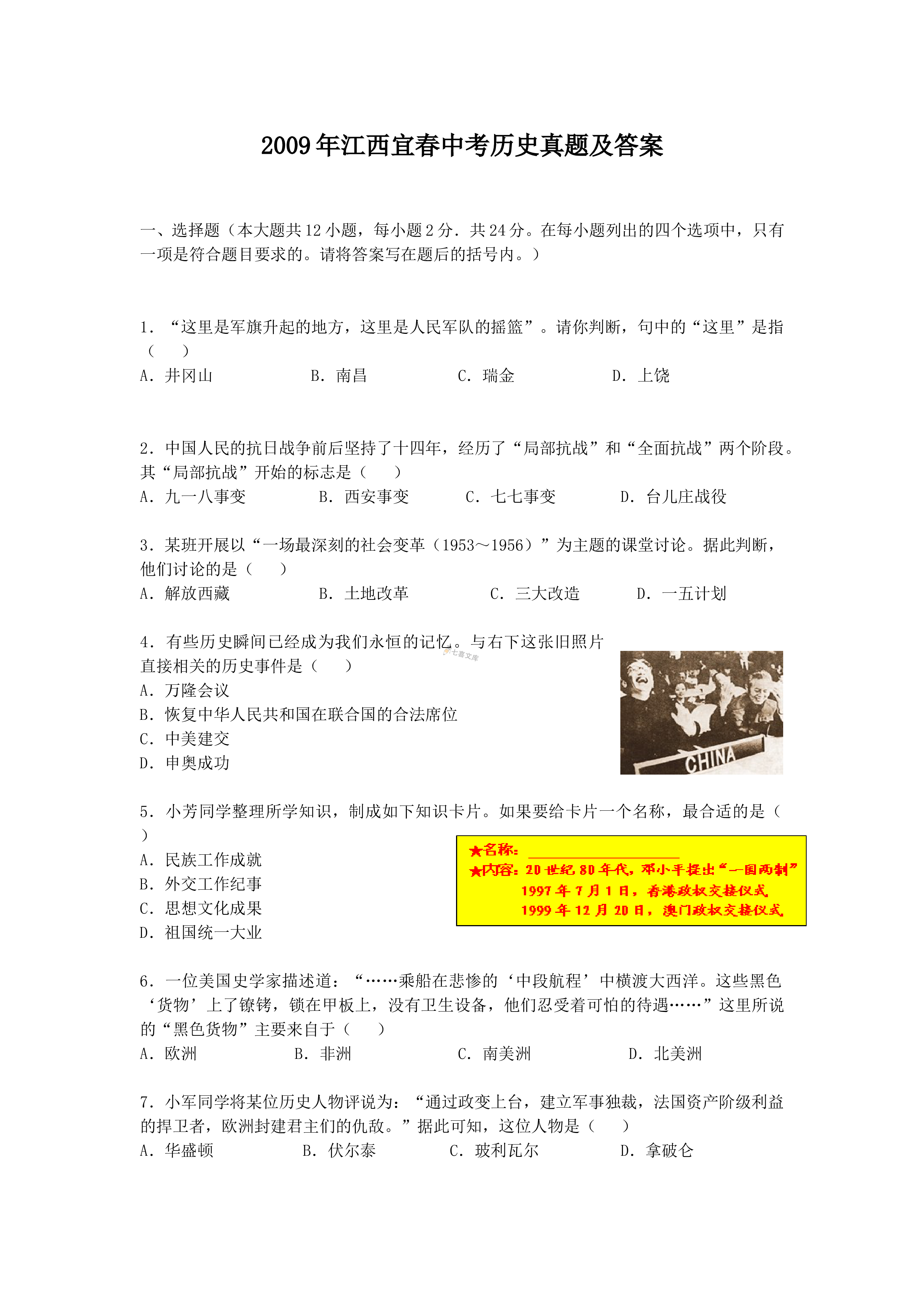
2009年江西宜春中考历史真题及答案
 2024-12-24 7
2024-12-24 7 -
2020年贵州铜仁中考历史真题及答案
 2025-01-04 5
2025-01-04 5 -
2020年贵州铜仁中考生物真题及答案
 2025-01-04 4
2025-01-04 4 -
2020年贵州铜仁中考数学真题及答案
 2025-01-04 6
2025-01-04 6
分类:行业资料
价格:2.8金币
属性:3 页
大小:33.5KB
格式:DOC
时间:2024-05-30
相关内容
-
2020年贵州铜仁中考地理真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考化学真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考历史真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考生物真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考数学真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币




