
钢筋气压焊施工工艺
VIP免费
3.0
2024-05-30
2
0
32KB
4 页
2.8金币
侵权投诉
_钢筋气压焊
1 范围
本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径 14~40mm 的ⅠⅢ级钢筋
在垂直位置、水平位置或倾斜位置的对接连接。当两钢筋直径不同时,也可用气压焊连接
但其两直径之差不得大于 7mm。
2 施工准备
2.1 材料及主要机具;
2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进
口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。
2.1.2 氧气(O2
):气压焊采用氧气纯度应在 99.5%以上,质量符合 GB3863 中Ⅰ类
或Ⅱ类一级的技术要求。
2.1.3 乙炔气(C2H2
):最好用瓶装溶解乙炔,质量应符合 GB6819 的要求。其纯度
必须在 98%以上,磷化氢含量不得大于 0. 06%,硫化氢含量不得大于 0. l%,水分含量不得
大于 1L/m3,丙酮含量应不大于 45g/m3。如使用乙炔发生器直接生产的乙炔时,使用的电
石质量要符合有关标准规定的优级品或一级品的要求。
2.1.4 主要机具:
2.1.4.1 供气装置:应包括氧气瓶、溶解乙炔气瓶(或中压乙炔发生器)、干式回火
防止器、减压器及胶管等。氧气瓶和溶解乙炔气瓶的使用应遵照国家有关规定执行。溶解
乙炔气瓶的供气能力必须满足现场最大直径钢筋焊接时供气量的要求,若不敷使用时,可
多瓶并联使用。
2.1.4.2 多嘴环管加热器:氧-乙炔混合室的供气量应满足加热圈气体消耗量的需要,
多嘴环管加热器应配备多种规格的加热圈,以满足不同直径钢筋焊接的需要,多束火焰应
燃烧均匀,调整火焰方便。
2.1.4.3 加压器:加压能力应达到现场最大直径钢筋焊接时所需要的轴向压力。
2.1.4.4 焊接夹具:应确保夹紧钢筋,并且当钢筋承受最大轴向压力时,钢筋与夹头
之间不产生相对滑移;应便于钢筋的安装定位,并在施焊过程中保持足够的刚度;动夹头
应与定夹头同心,并且当不同直径钢筋焊接时,仍应保持同心。
2.2 作业条件:
2.2.1 焊工必须持有有效的焊工考试合格证。
2.2.2 设备及供气应符合要求。
2.2.3 在现场进行钢筋气压焊时,当风速超过 5.4m/s,应采取挡风措施;在负温下施
工时,对气源设备应采取适当的保温防冻措施;当气温低于-15℃,应对接头采取预热和保
温缓冷措施。
2.2.4 作业场地应有安全防护措施,制定和执行安全技术措施,加强焊工的劳动保护,
防止发生烧伤、火灾、爆炸以及损坏备等事故。
2.2.5 注意接头位置,注意同一区段内有接头钢筋截面面积的百分比,不符合《混凝

土结构工程施工及验收规范》有关条款的规定时,要调整接头位置后才能施焊。
3 操作工艺
3.1 工艺流程:
检查设备、气源 →钢筋端头制备 →安装焊接夹具和钢筋 →试焊、作试件 →
施焊 → 卸下夹具 →质量检查
3.2 检查设备、气源、确保处于正常状态。
3.3 钢筋端头制备:钢筋端面应切平,并宜与钢筋轴线相垂直;在钢筋端部两倍直径
长度范围内,若有水泥等附着物,应予以清除。钢筋边角毛刺及端面上铁锈、油污和氧化
膜应清除干净,并经打磨,使其露出金属光泽,不得有氧化现象。
3.4 安装焊接夹具和钢筋:安装焊接夹具和钢筋时,应将两钢筋分别夹紧,并使两钢
筋的轴线在同一直线上。钢筋安装后应加压顶紧,两钢筋之间的局部缝隙不得大于 3mm。
3.5 试焊、作试件:工程开工正式焊接之前,要进行现场条件下钢筋气压焊工艺性能
的试验。以确认气压焊工的操作技能,确认现场钢筋的可焊性,并选择最佳的焊接工艺。
试验的钢筋从进场钢筋中截取。每批钢筋焊接 6根接头,经外观检验合格后,其中 3根做
拉伸试验,3根做弯曲试验。试验合格后,按确定的工艺进行气压焊。
3.6 钢筋气压焊时,应根据钢筋直径和焊接设备等具体条件选用等压法、二次加压法
或三次加压法焊接工艺。在两钢筋缝隙密合和镦粗过程中,对钢筋施加的轴向压力,按钢
筋横截面积计,应为30~40MPa。为保证对钢筋施加的轴向压力值,应根据加压器的型号,
按钢筋直径大小事先换算成油压表读数,并写好标牌,以便准确控制。
3.7 钢筋气压焊的开始宜采用碳化焰,对准两钢筋接缝处集中加热,并使其内焰包住
缝隙,防止钢筋端面产生氧化。
在确认两钢筋缝隙完全密合后,应改用中性焰,以压焊面为中心,在两侧各一倍钢筋直
径长度范围内往复宽幅加热。
钢筋端面的合适加热温度应为1150~1250℃;钢筋镦粗区表面的加热温度应稍高于该温
度,并随钢筋直径大小而产生的温度梯差而定。
3.8 钢筋气压焊中,通过最终的加热加压,应使接头的镦粗区形成规定的合适形状;
然后停止加热,略为延时,卸除压力,拆下焊接夹具。
3.9 在加热过程中,如果在钢筋端面缝隙完全密合之前发生灭火中断现象,应将钢筋
取下重新打磨、安装,然后点燃火焰进行焊接。如果发生在钢筋端面缝隙完全密合之后,
可继续加热加压,完成焊接作业。
3.10 质量检查;在焊接生产中焊工应认真自检,若发现偏心、弯折、镦粗直径及长
度不够、压焊面偏移、环向裂纹、钢筋表面严重烧伤、接头金属过烧、未焊合等质量缺陷
应切除接头重焊,并查找原因及时消除。
4 质量标准
4.1 保证项目:

摘要:
展开>>
收起<<
_钢筋气压焊1范围本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14~40mm的ⅠⅢ级钢筋在垂直位置、水平位置或倾斜位置的对接连接。当两钢筋直径不同时,也可用气压焊连接但其两直径之差不得大于7mm。2施工准备2.1材料及主要机具;2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。2.1.2氧气(O2):气压焊采用氧气纯度应在99.5%以上,质量符合GB3863中Ⅰ类或Ⅱ类一级的技术要求。2.1.3乙炔气(C2H2):最好用瓶装溶解乙炔,质量应符合GB6819的要求。其纯度必须在98%以上,磷...
相关推荐
-
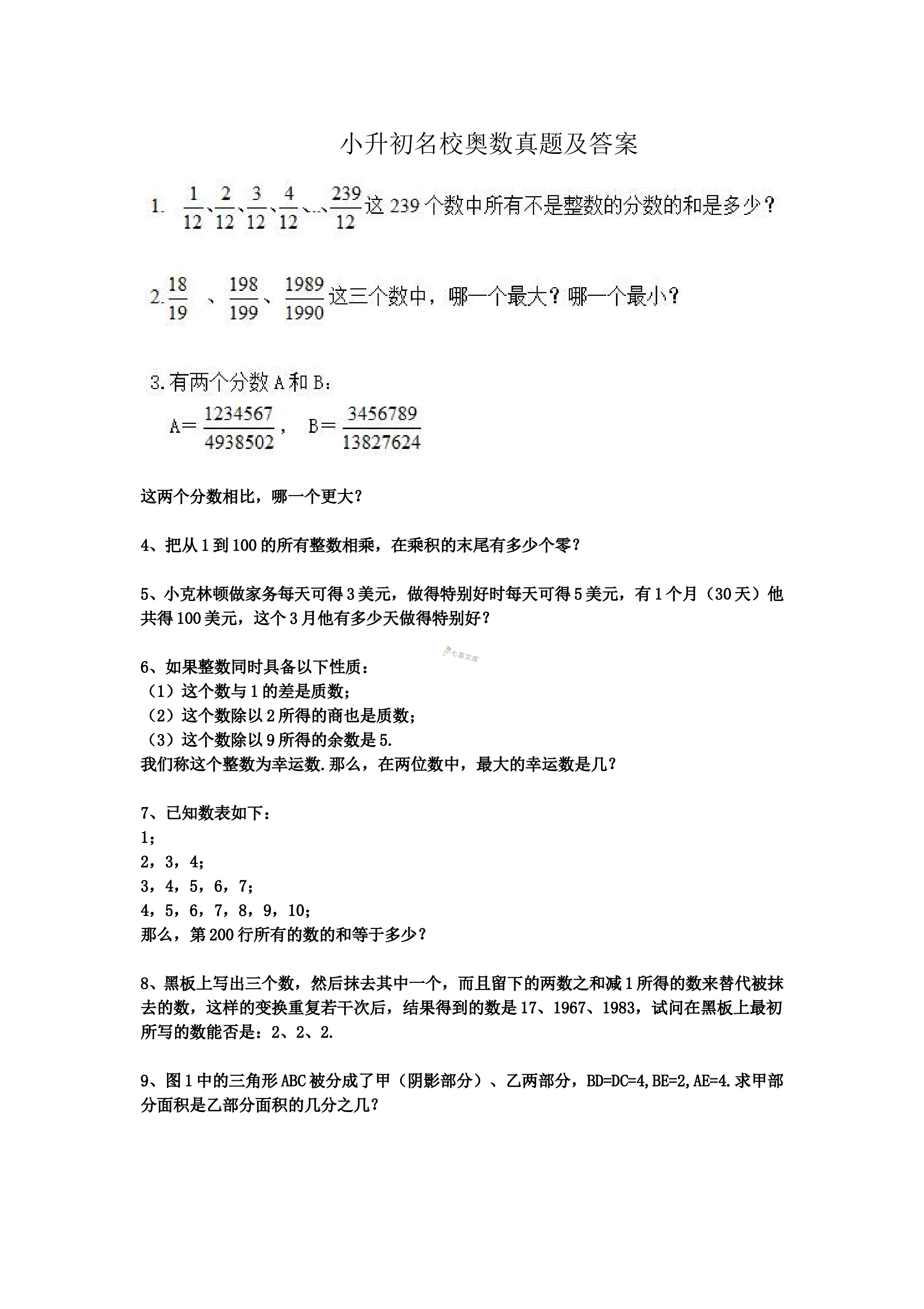
小升初名校奥数真题及答案VIP免费
 2024-11-09 39
2024-11-09 39 -
2023-2024学年七年级下册数学第一章第七节试卷及答案北师大版VIP免费
 2024-11-09 70
2024-11-09 70 -
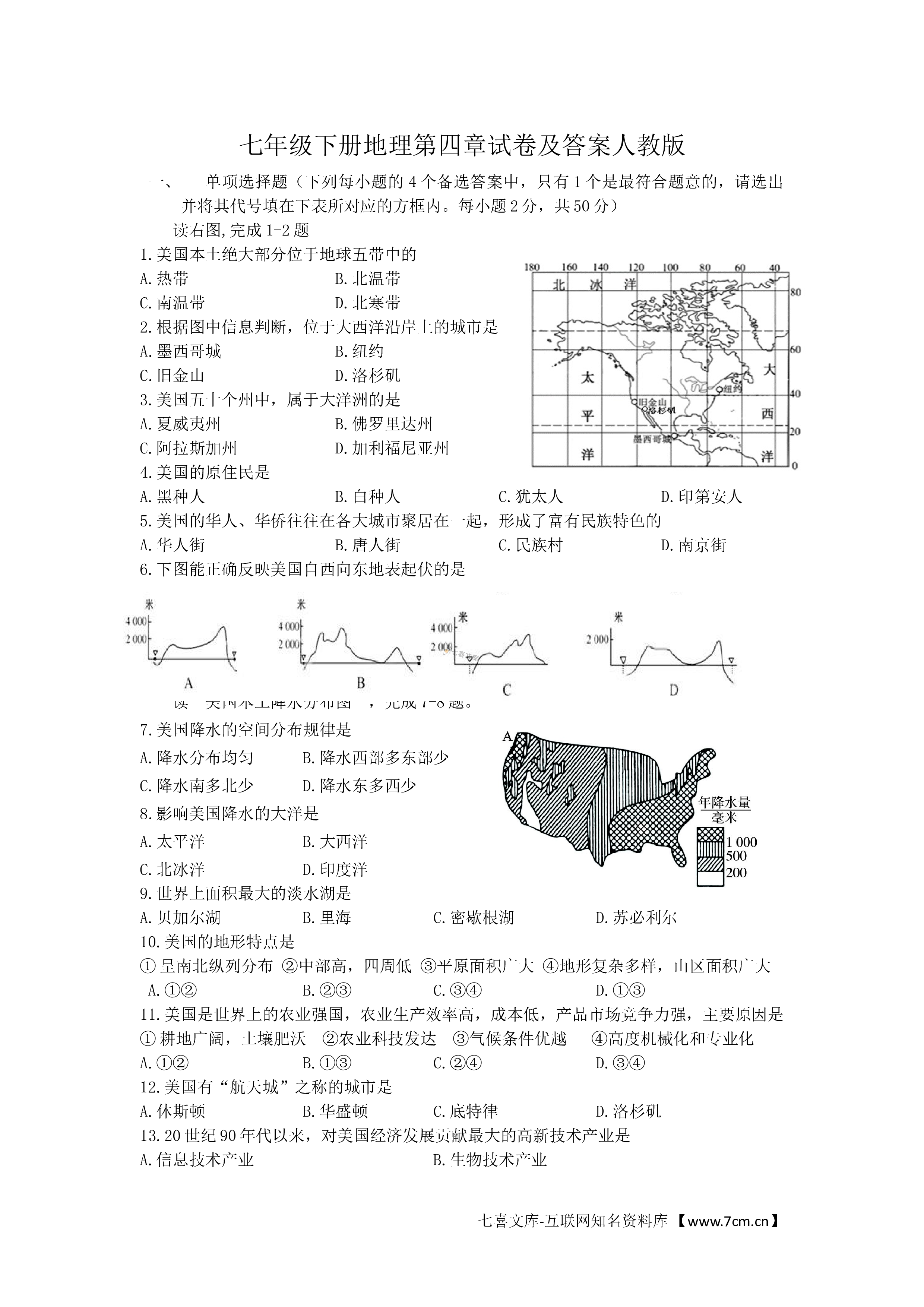
七年级下册地理第四章试卷及答案人教版VIP免费
 2024-11-10 50
2024-11-10 50 -
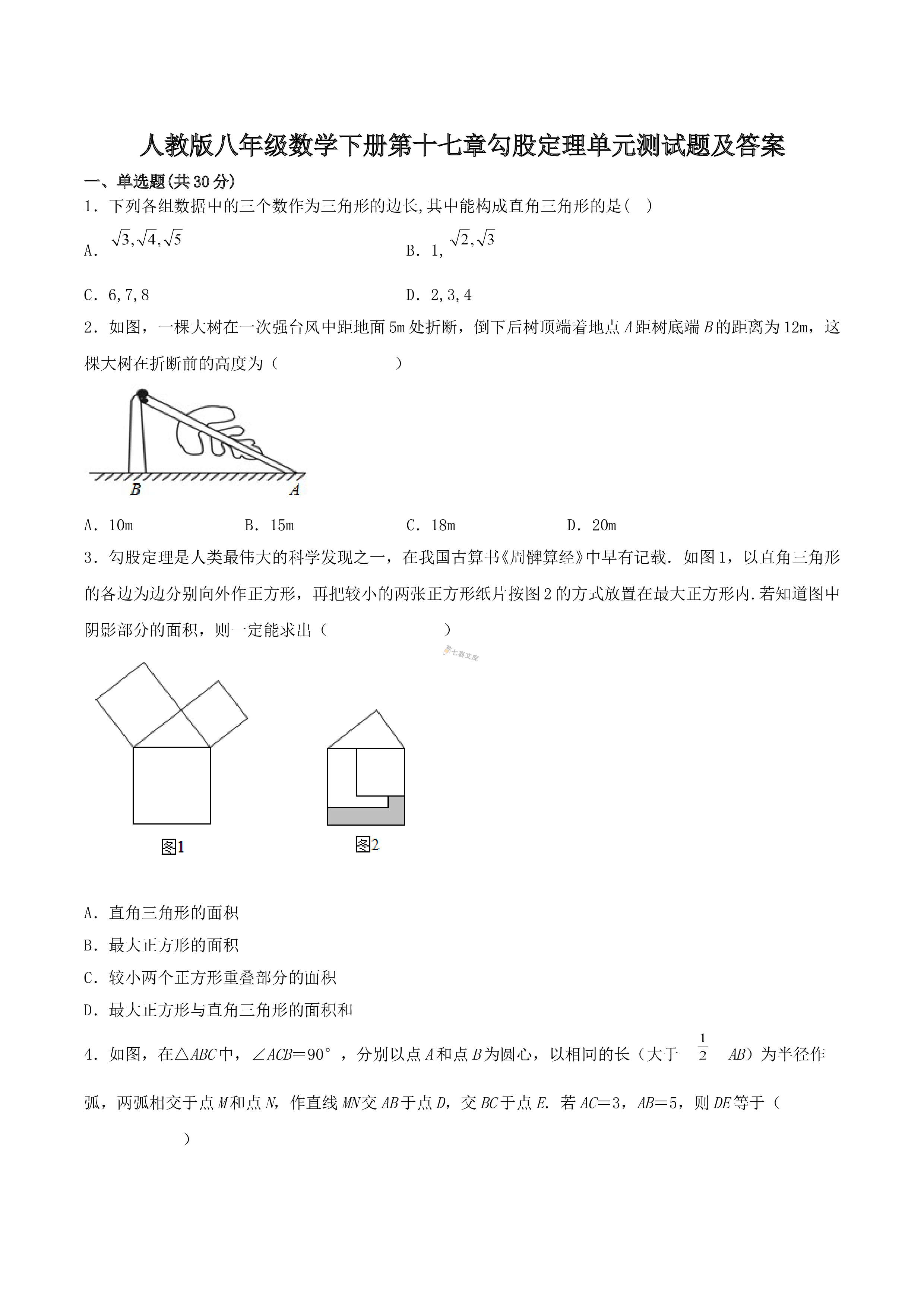
人教版八年级数学下册第十七章勾股定理单元测试题及答案VIP免费
 2024-11-10 427
2024-11-10 427 -
2011年成人高考专升本生态学基础考试真题及答案VIP免费
 2024-11-12 43
2024-11-12 43 -
2023年武汉工程大学教育管理学考研真题VIP免费
 2024-11-14 17
2024-11-14 17 -
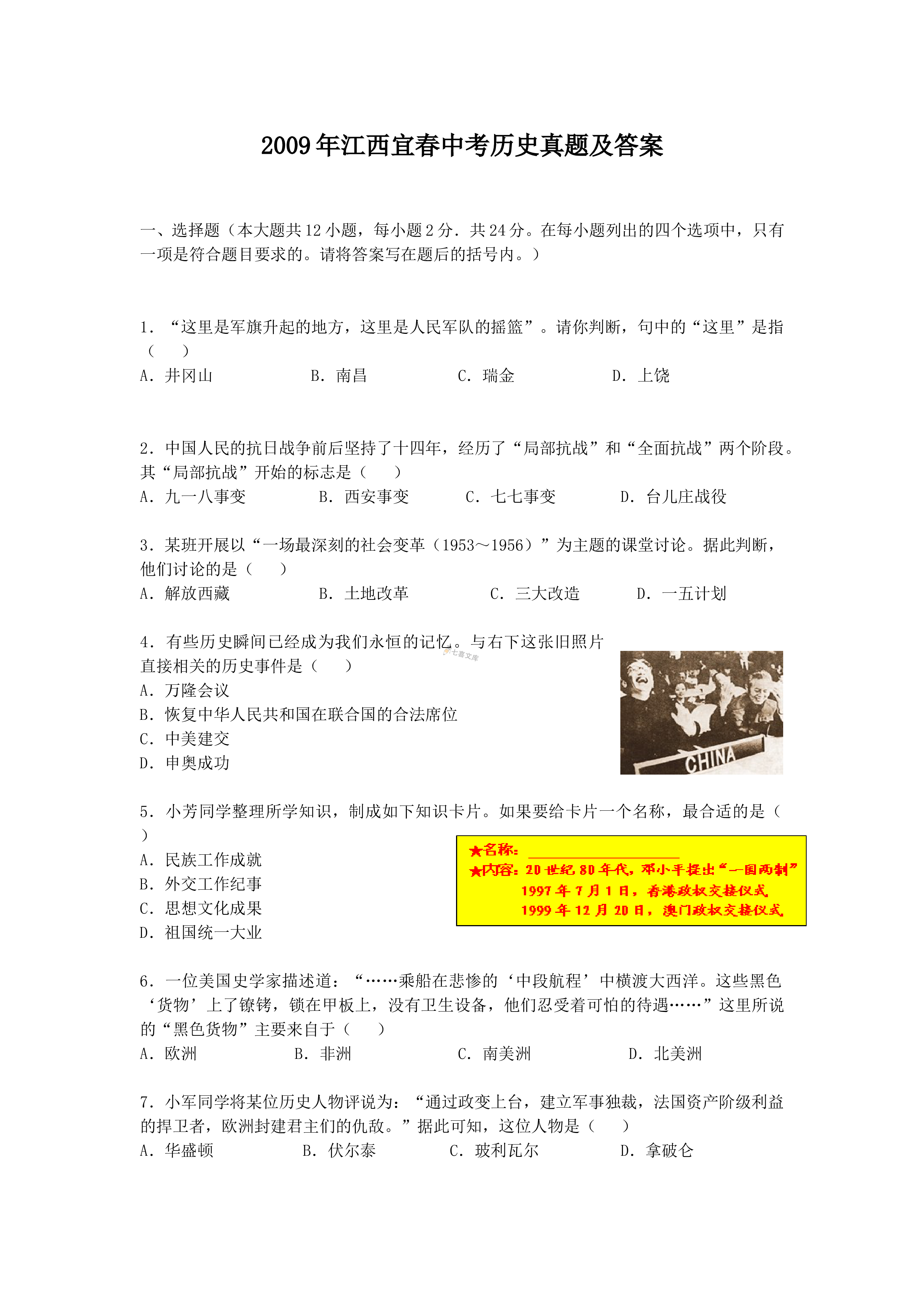
2009年江西宜春中考历史真题及答案
 2024-12-24 7
2024-12-24 7 -
2020年贵州铜仁中考历史真题及答案
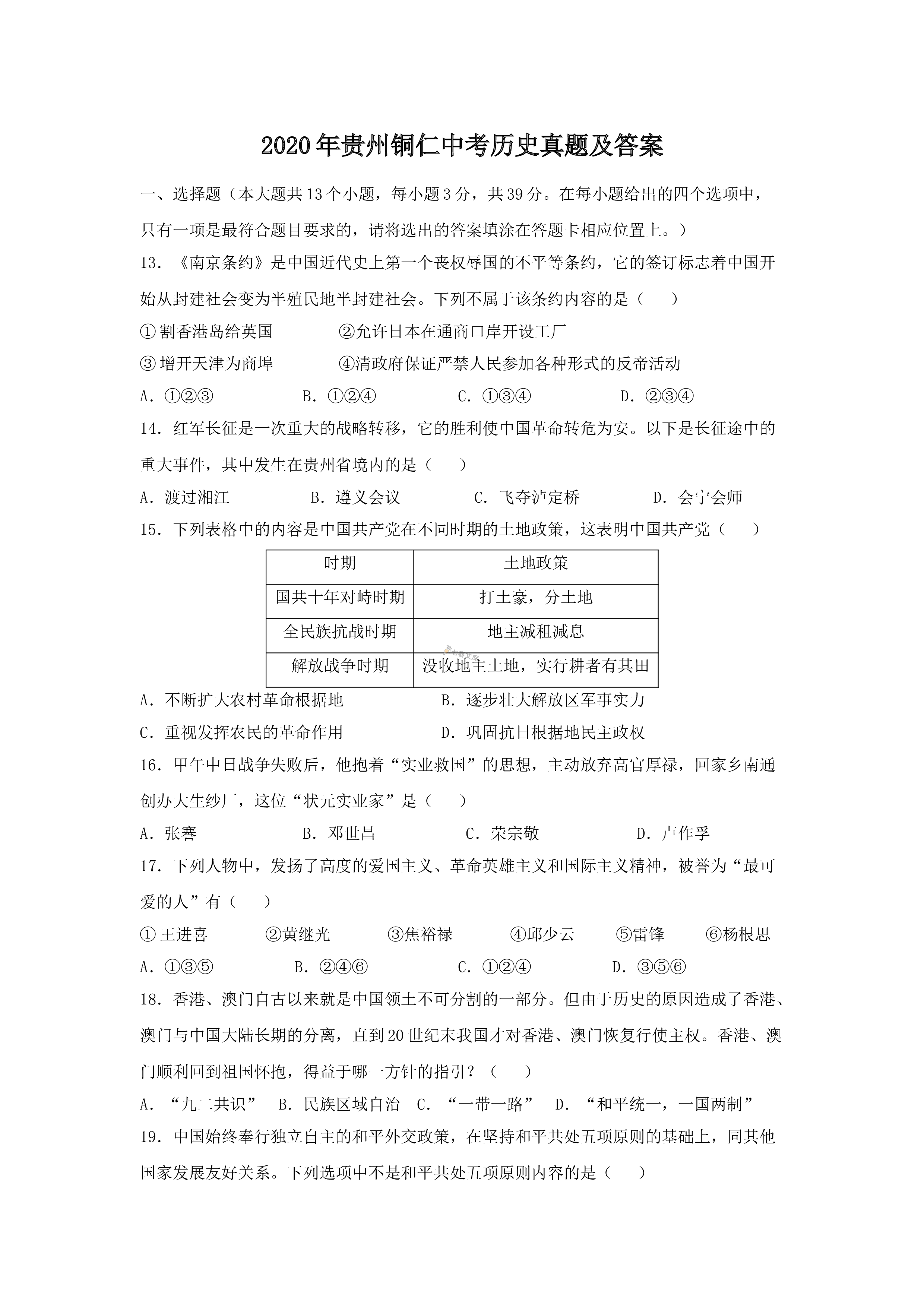 2025-01-04 5
2025-01-04 5 -
2020年贵州铜仁中考生物真题及答案
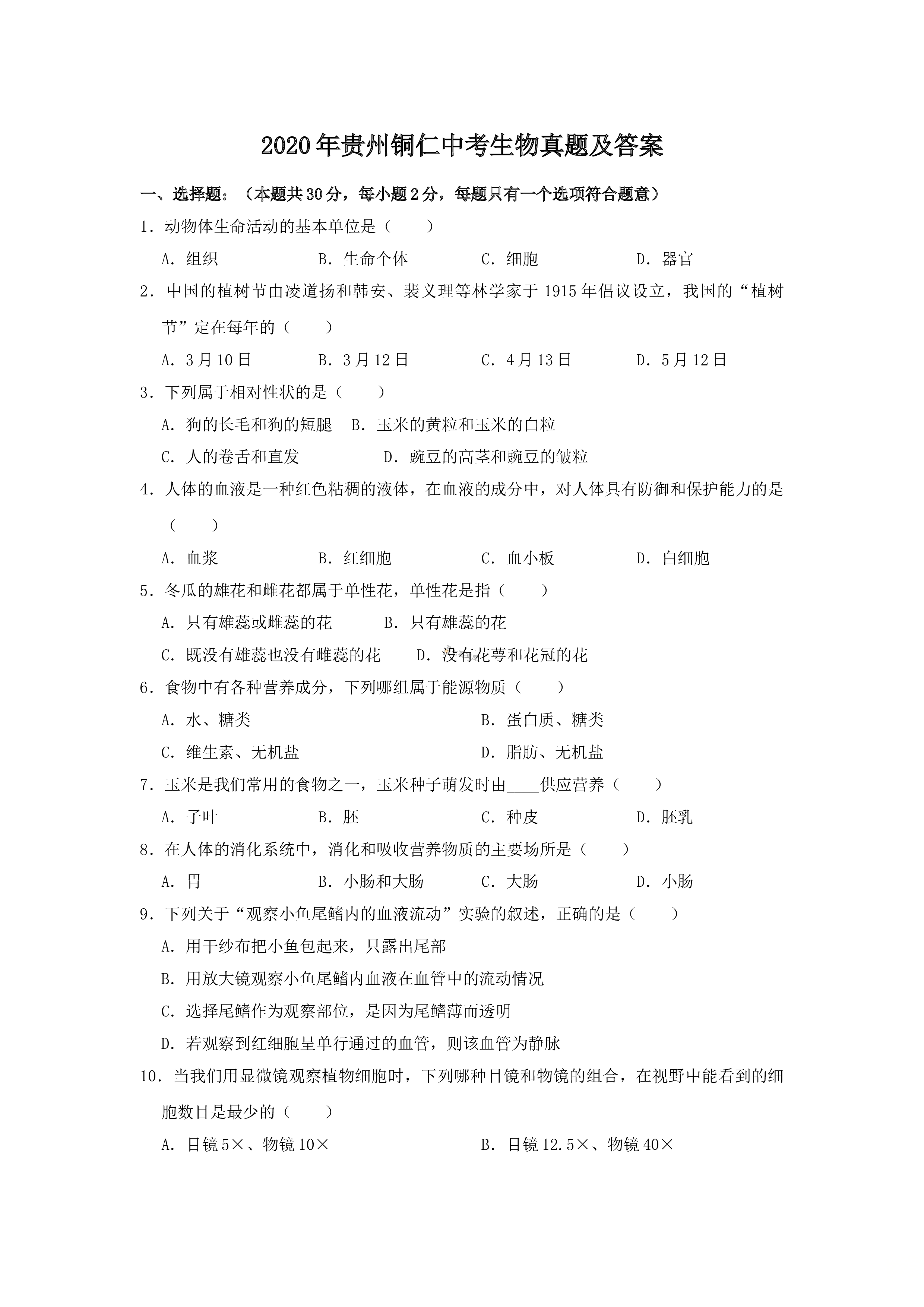 2025-01-04 4
2025-01-04 4 -
2020年贵州铜仁中考数学真题及答案
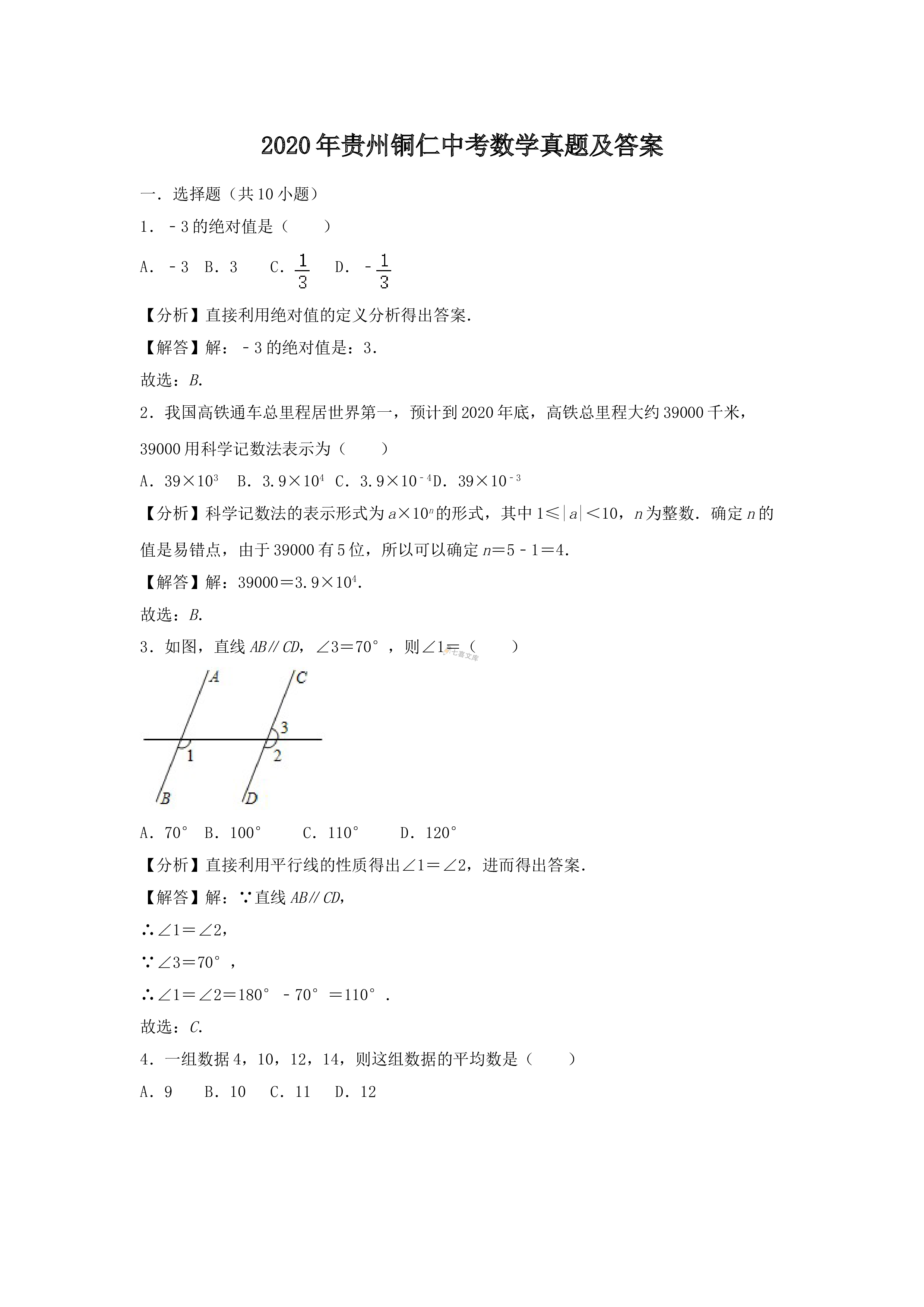 2025-01-04 6
2025-01-04 6
分类:行业资料
价格:2.8金币
属性:4 页
大小:32KB
格式:DOC
时间:2024-05-30
相关内容
-
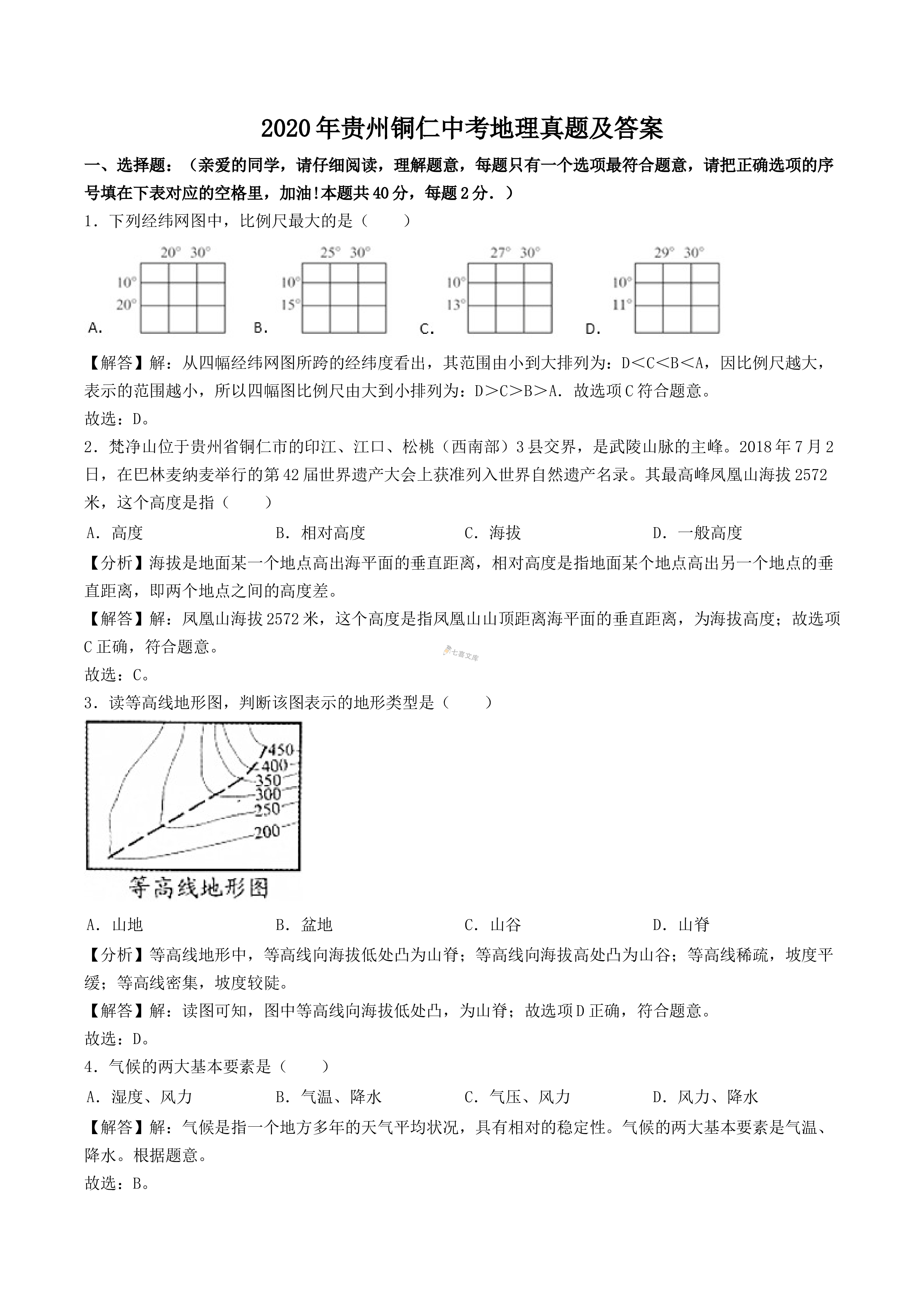
2020年贵州铜仁中考地理真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考化学真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考历史真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考生物真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考数学真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币




