
消声器制作与安装工艺
VIP免费
3.0
2024-05-31
14
0
25.5KB
3 页
2.8金币
侵权投诉

消声器制作与安装
1 范围
本工艺标准适用于阻性、抗性、共振性消声器制作与安装工程。
2 施工准备
2.1 材料要求及主要机具:
2.1.1 各种板材、型钢应具有出厂合格证明书或质量鉴定文件。
2.1.2 除上述证明文件外,应进行外观检查。板材表面应平整,厚度均匀,无凸凹及明
显压伤现象,并不得有裂纹、分层、麻点及锈蚀情况。型钢应等型,不应有裂纹、划痕、
麻点及其它影响质量的缺陷。
2.1.3 吸声材料应严格按照设计要求选用,并满足对防火、防潮和耐腐蚀性能的要求。
2.1.4 其它材料不能因具有缺陷而导致成品强度的降低或影响其使用效果。
2.1.5 龙门剪板机、振动式曲线剪板机、手动电动剪、倒角机、咬口机、析方机、咬口
压实机、合缝机、型钢切割机、冲孔机、台钻、手电钻、液压铆钉钳、电动拉铆枪、空气
压缩机、油漆喷枪、钢直尺、角尺、量角器、划规、划针、洋冲、铁锤、木锤、拍板、滑
轮、倒链、绳索、活动扳手、钢丝钳、螺丝刀、钢锯、线锤、钢卷尺、水平尺等。
2.2 作业条件:
2.2.1 应具有宽敞、明亮、地面平整、洁净的厂房。
2.2.2 作业地点要有满足加工工艺要求的机具、设施、电源、安全防护装置及消防器材。
2.2.3 消声器制作应按照设计图纸和标准图的要求进行,并有施工员书面的质量、技术、
安全交底。
2.2.4 消声器制作所运用的材料,应符合设计规定的防火、防腐、防潮和卫生的要求。
3 操作工艺
3.1 工艺流程:
外壳放样 → 剪切、冲口、折方 → 成形
领料 → 法兰下料 → 焊接 → 冲孔、打眼
消声片下料 → 填充消声材料 → 装钉覆面材料
→ 组装 → 法兰铆接 → 成品检验 → 出厂 → 安装 → 检验
3.2 消声器制作。各种金属板材加工应采用机械加工,如剪切、折方、折边、咬口等,
做到一次成型,减少手工操作。镀锌钢板施工时,应注意使镀锌层不受破坏,尽量采用咬
接或铆接。
3.3 消声器框架应牢固,壳体不得漏风。消声器外管、内管、盖板、隔板制作,法兰
制作及铆接等要求参照4.1 内容。
3.4 阻性消声器(图4-28)在加工时,内部尺寸不能随意改变。其阻性消声片(图4-
29)是用木筋制成木框(如设计要求用金属结构,则按设计要求加工),内填超细玻璃棉
等吸声材料,外包玻璃布等覆面材料制成。在填充吸声材料时,应按设计的容重,厚度等

摘要:
展开>>
收起<<
消声器制作与安装1范围本工艺标准适用于阻性、抗性、共振性消声器制作与安装工程。2施工准备2.1材料要求及主要机具:2.1.1各种板材、型钢应具有出厂合格证明书或质量鉴定文件。2.1.2除上述证明文件外,应进行外观检查。板材表面应平整,厚度均匀,无凸凹及明显压伤现象,并不得有裂纹、分层、麻点及锈蚀情况。型钢应等型,不应有裂纹、划痕、麻点及其它影响质量的缺陷。2.1.3吸声材料应严格按照设计要求选用,并满足对防火、防潮和耐腐蚀性能的要求。2.1.4其它材料不能因具有缺陷而导致成品强度的降低或影响其使用效果。2.1.5龙门剪板机、振动式曲线剪板机、手动电动剪、倒角机、咬口机、析方机、咬口压实机、合缝...
相关推荐
-
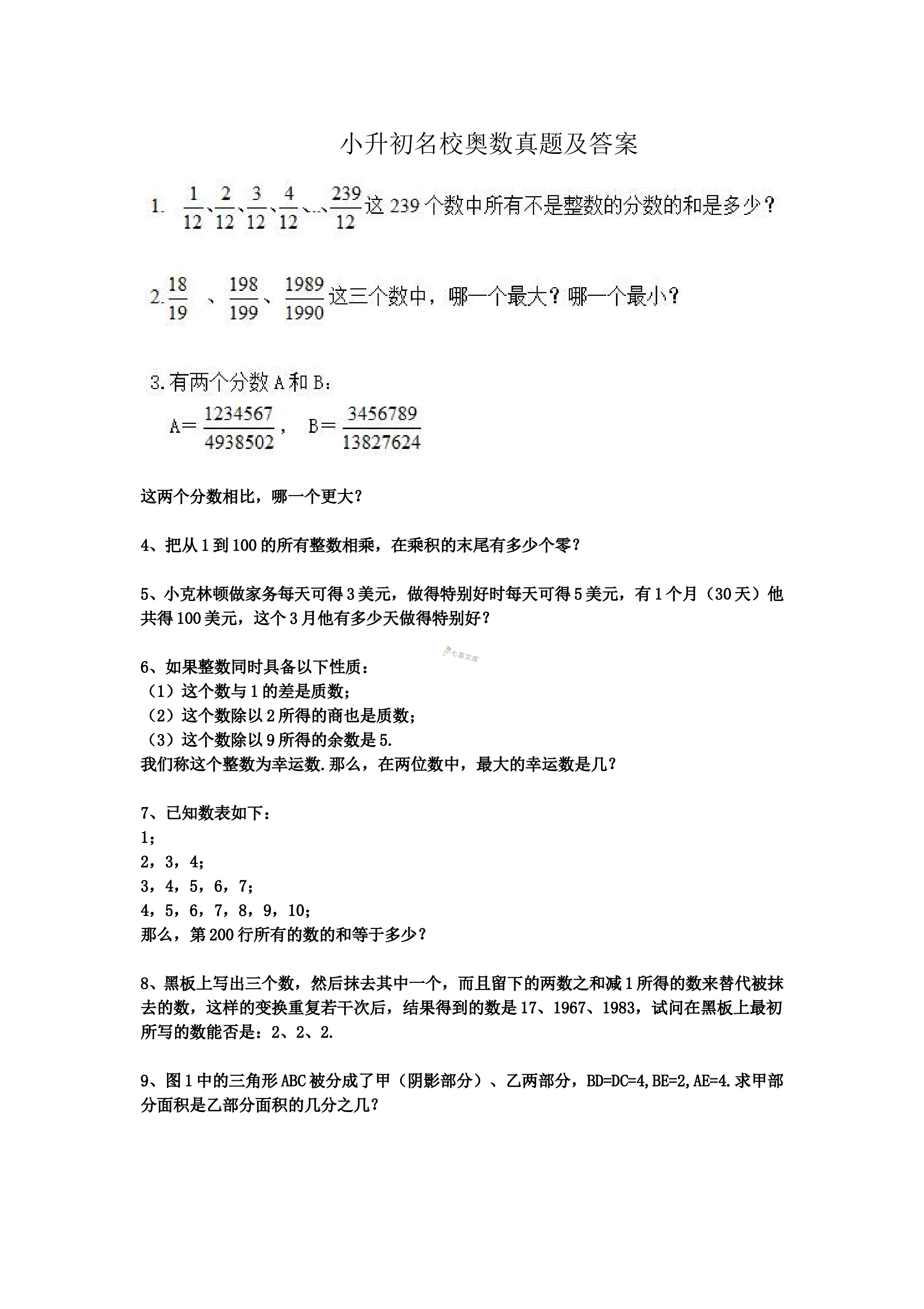
小升初名校奥数真题及答案VIP免费
 2024-11-09 40
2024-11-09 40 -
2023-2024学年七年级下册数学第一章第七节试卷及答案北师大版VIP免费
 2024-11-09 70
2024-11-09 70 -
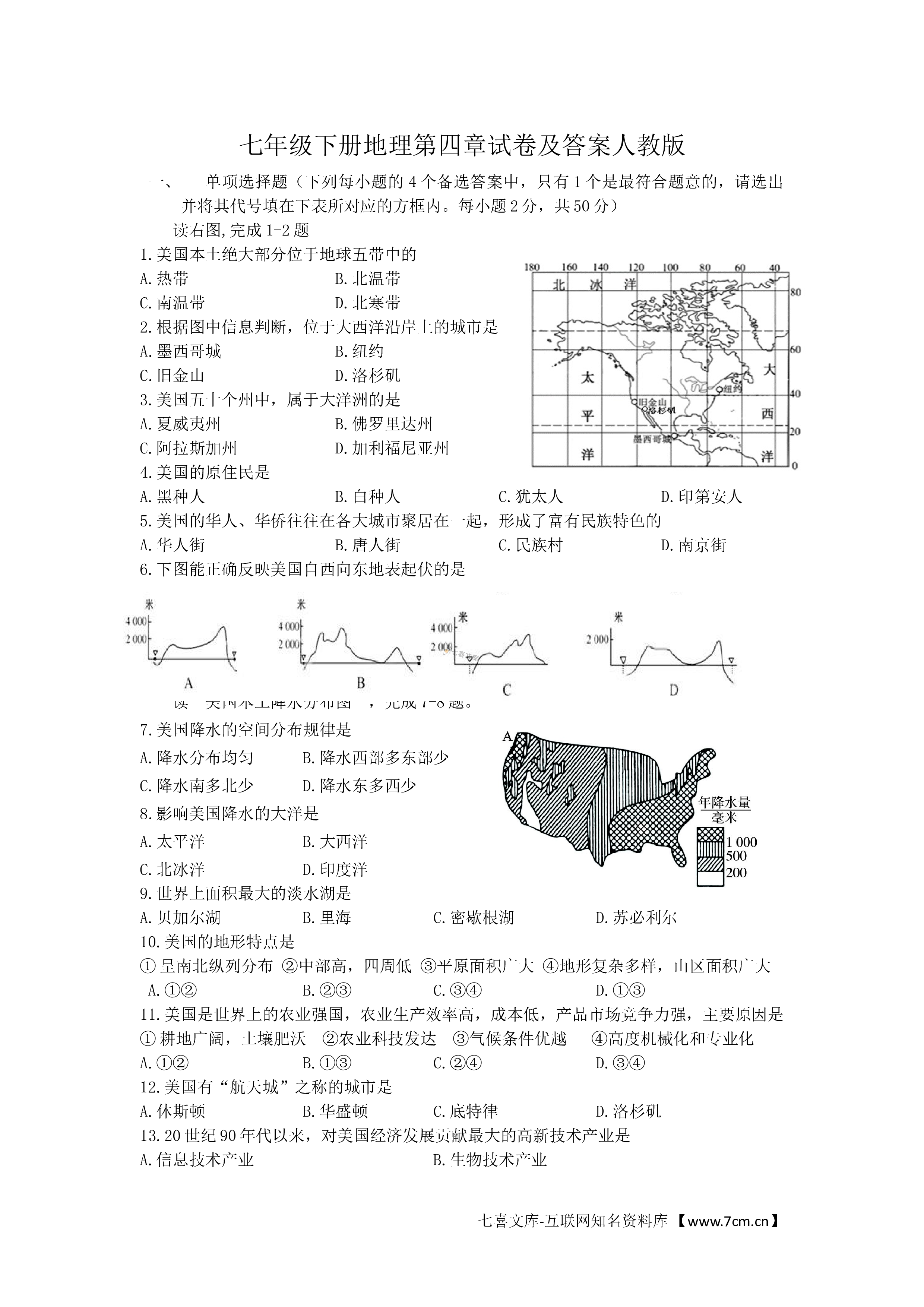
七年级下册地理第四章试卷及答案人教版VIP免费
 2024-11-10 50
2024-11-10 50 -
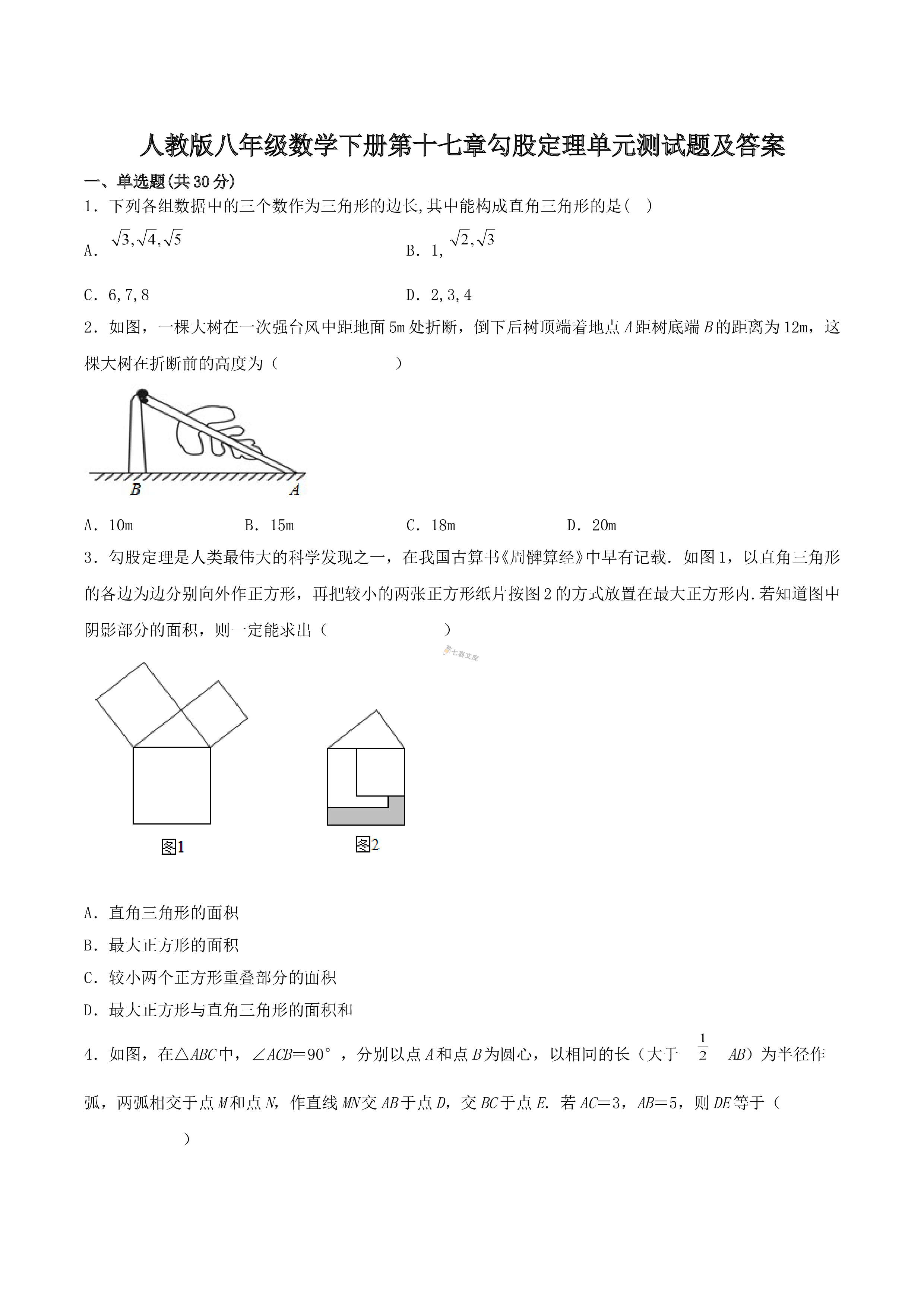
人教版八年级数学下册第十七章勾股定理单元测试题及答案VIP免费
 2024-11-10 427
2024-11-10 427 -
2011年成人高考专升本生态学基础考试真题及答案VIP免费
 2024-11-12 43
2024-11-12 43 -
2023年武汉工程大学教育管理学考研真题VIP免费
 2024-11-14 17
2024-11-14 17 -
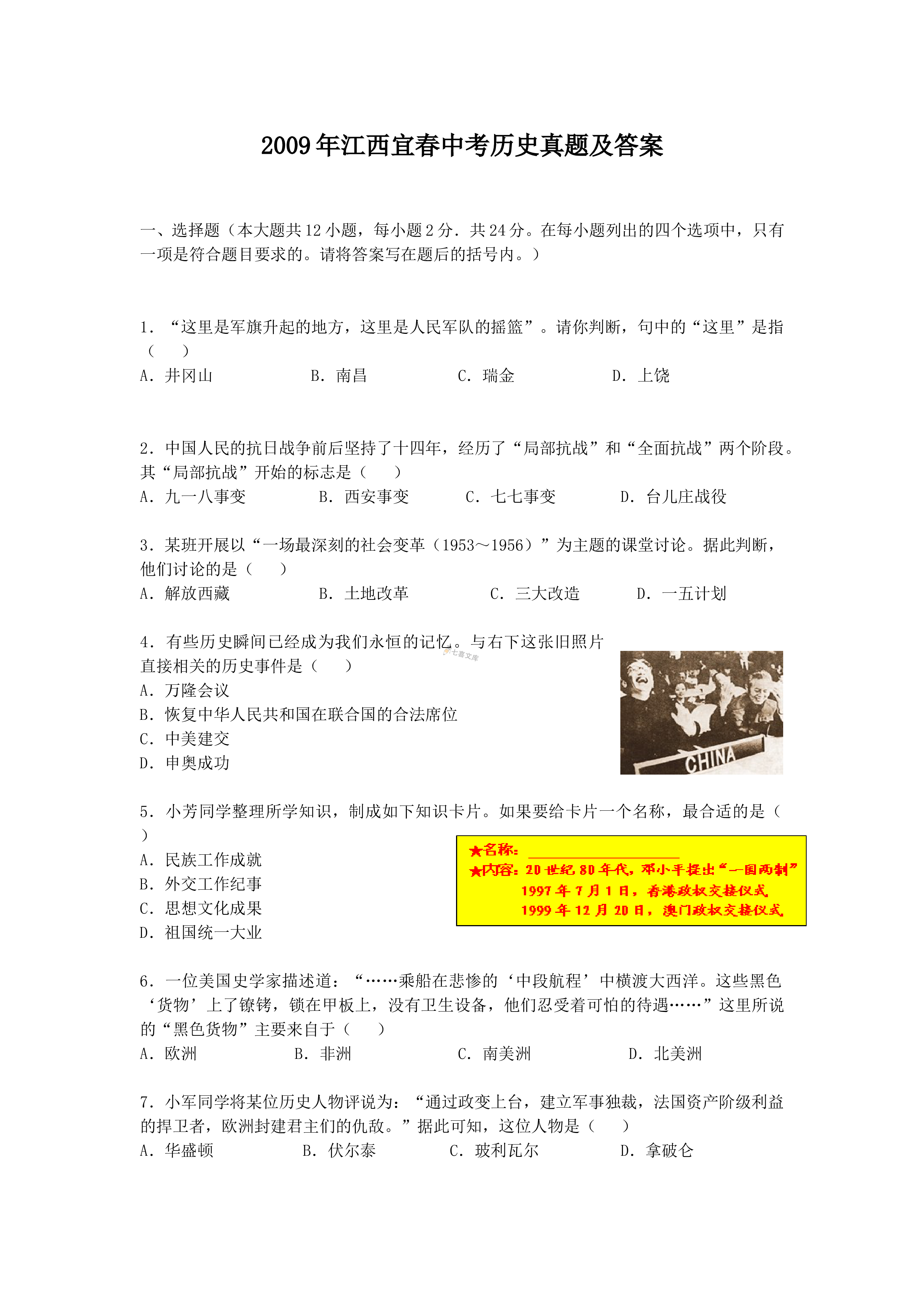
2009年江西宜春中考历史真题及答案
 2024-12-24 8
2024-12-24 8 -
2020年贵州铜仁中考历史真题及答案
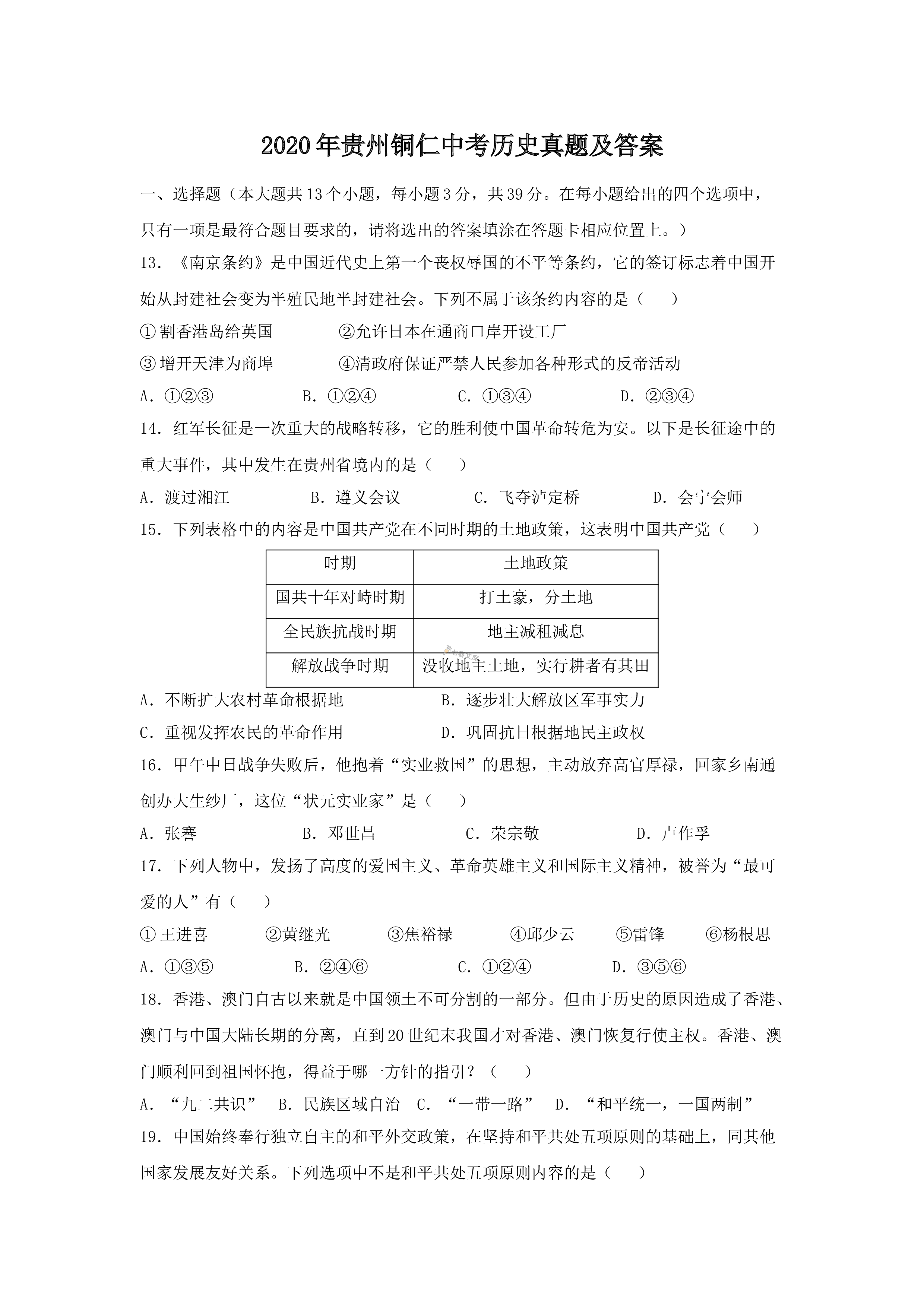 2025-01-04 5
2025-01-04 5 -
2020年贵州铜仁中考生物真题及答案
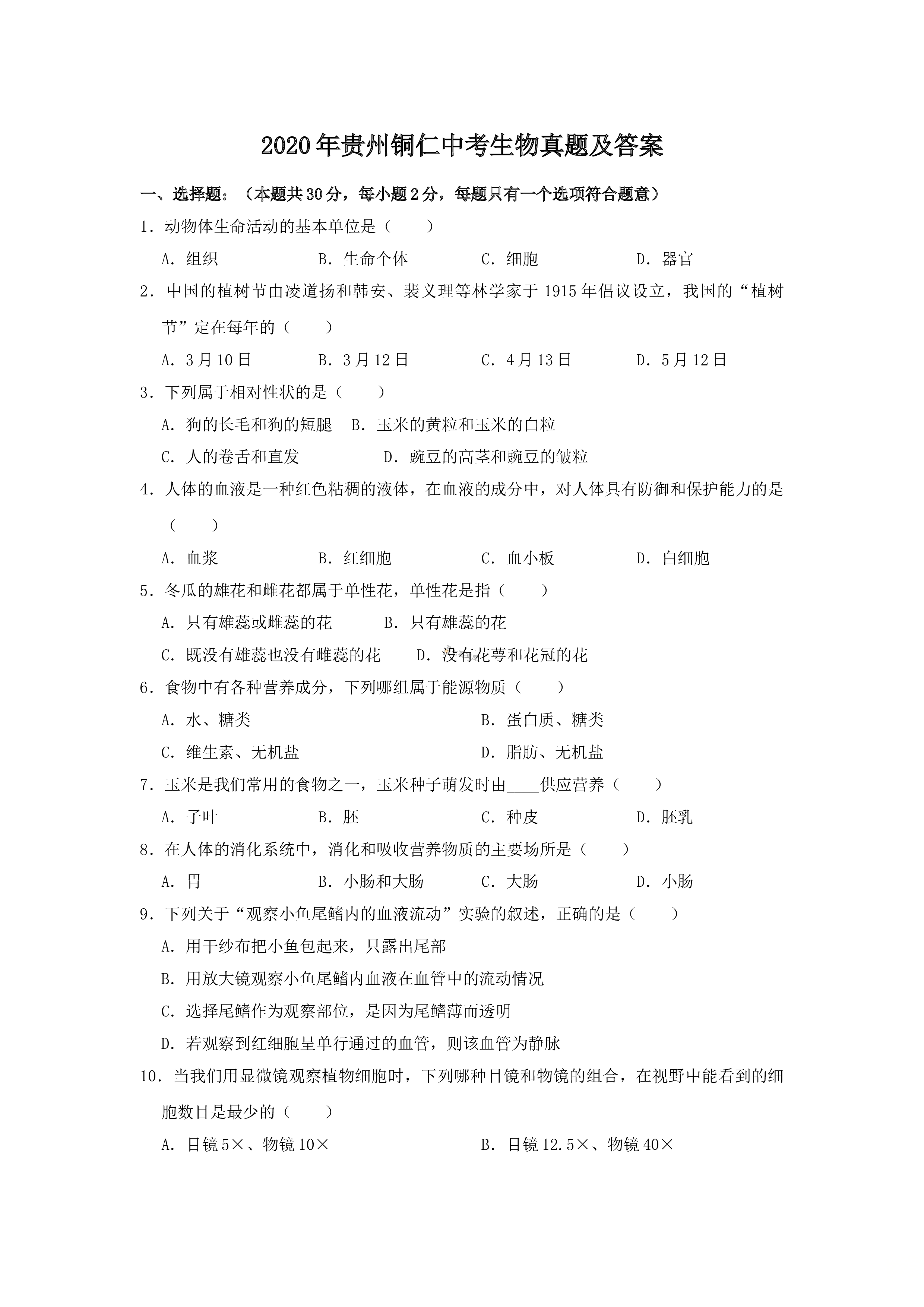 2025-01-04 4
2025-01-04 4 -
2020年贵州铜仁中考数学真题及答案
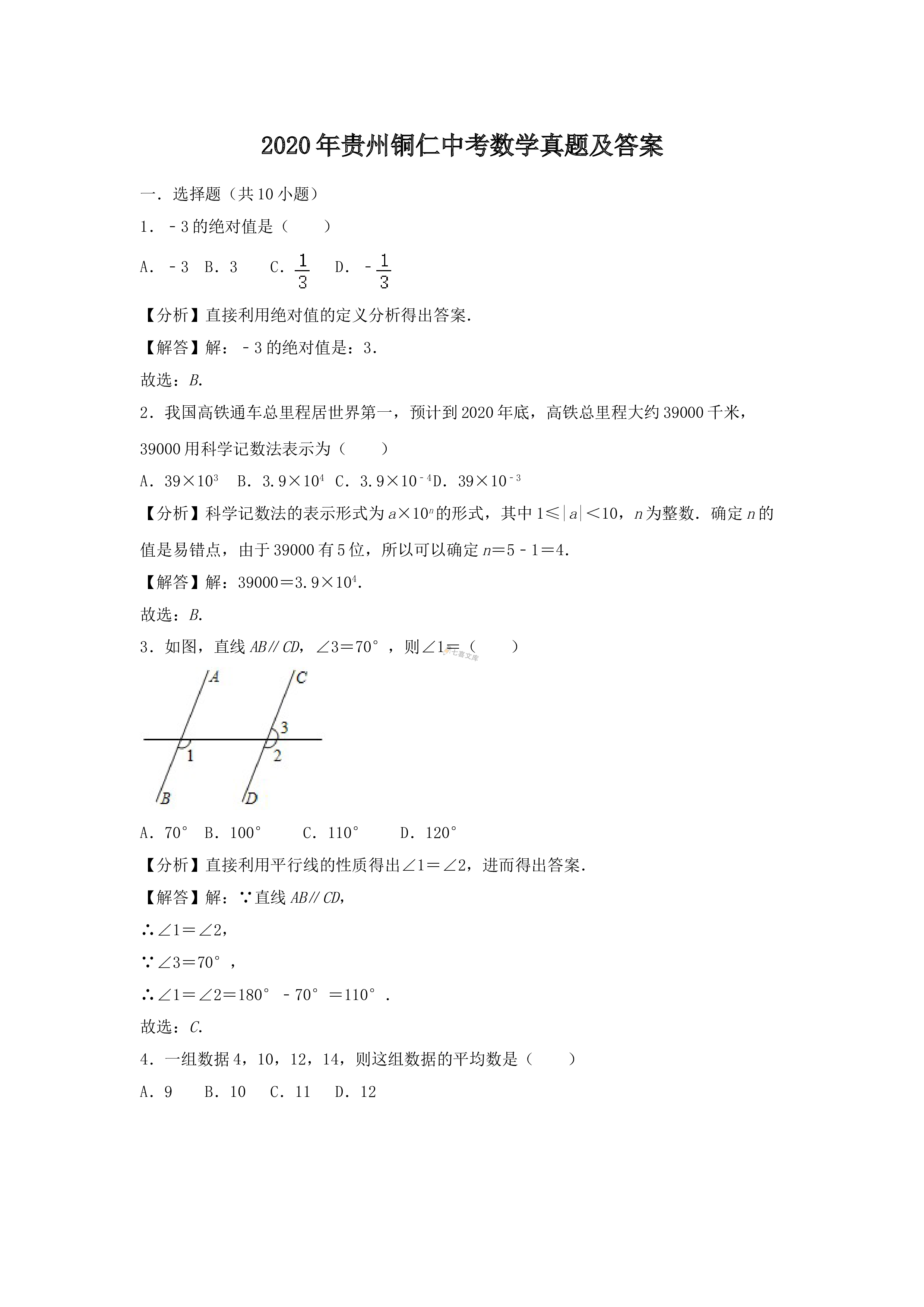 2025-01-04 6
2025-01-04 6
分类:行业资料
价格:2.8金币
属性:3 页
大小:25.5KB
格式:DOC
时间:2024-05-31
相关内容
-
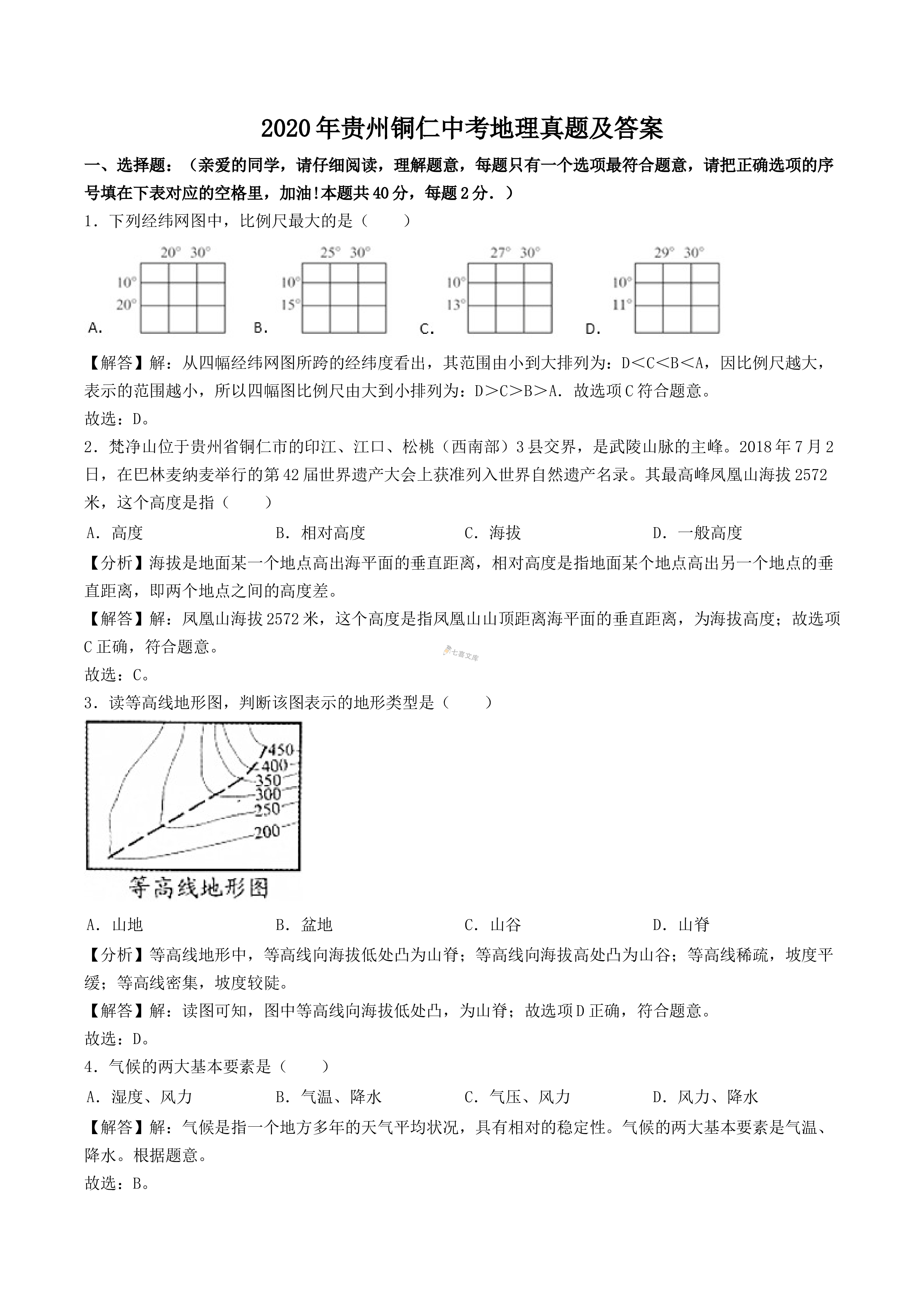
2020年贵州铜仁中考地理真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考化学真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考历史真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考生物真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考数学真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币




