
剥肋滚压直螺纹钢筋连接工程
VIP免费
3.0
2024-06-02
0
0
24.5KB
2 页
3.2金币
侵权投诉
一、 施工机具
钢筋剥肋滚压直螺纹机、限位挡铁、螺纹环规、力矩扳手及普通扳手等。
二、 施工准备
1、 参加滚压直螺纹接头施工的人员必须进行技术培训,经考核合格后方可持证上
岗操作。
2、 钢筋应先调直再加工,切口端面要与钢筋轴线垂直,端头弯曲、马蹄形严重的
要切去,但不得用气割下料。
三、 质量要求
剥肋滚压直螺纹钢筋连接质量要求请参照本书“钢筋锥螺纹连按工程"章节中相应部分。
四、 施工工艺
1、 工艺流程:
预接:钢筋端面平头→剥肋滚压螺纹→丝头质量检验→利用套简连接→接头检验;
现场连接:钢筋就位→拧下钢筋保护帽和套筒保护帽→接头拧紧→作标记→质量
检验。
2、 钢筋丝头加工:
(1) 按钢筋规格所需的调整试棒并调整好滚丝头内孔最小尺寸。
(2) 按钢筋规格更换涨刀环,并按规定的丝头加工尺寸调整好剥肋直径尺寸。
(3) 调整剥肋挡块及滚压行程开关位置,保证剥肋及滚压螺纹的长度符合丝头
加工尺寸的规定。
3、 钢筋丝头加工完成、检验合格后,要用专用的钢筋丝头保护帽或连接套筒对钢
筋丝头进行保护,以防螺纹在钢筋搬动或运输过程中被损坏或污染。
4、 使用扳手或管钳对钢筋接头拧紧时,只要达到力矩扳手调定的力矩值即可。
5、 钢筋端部平头最好使用台式砂轮片切割机进行切割。
6、 连接钢筋注意事项:
(1) 钢筋丝头经检验合格后应保持千净无损伤。
(2) 所连钢筋规格必须与连接套规格一致。
(3) 连接水平钢筋时,必须从一头往另一头依次连接,不得从两头往中间或中
间往两端连接。
(4) 连接钢筋时,一定要先将待连接钢筋丝头拧入同规格的连接套之后,再用
力矩扳手拧紧钢筋接头;连接成型后用红油漆作出标记,以防遗漏。
(5) 力矩扳手不使用时,将其力矩值调为零,以保证其精度。
7、 检查钢筋连接质量:
(1) 检查接头外观质量应无完整丝扣外露,钢筋与连接套之间无间隙。如发现
有一个完整丝扣外露,应重新拧紧,然后用检查用的扭矩扳手对接头质量
进行抽检。
(2) 用质检力矩扳手检查接头拧紧程度。
8、 直螺纹接头试验:
(1) 同一施工条件下,采用同一批材料的同等级、同型式、同规格接头,以
500个为一验收批进行检验和验收,不足500个也为一验收批。每一批取3
个试件作单向拉伸试验。
(2) 当三个试件抗拉强度均不小于该级别钢筋抗拉强度的标准值时,该验收批
定为合格。如有一个试件的抗拉强度不符合要求,应取六个试件进行复检。
复检中仍有一个试件不符合要求,则该验收批判定为不合格。
表2-8 丝头加工尺寸(mm)

摘要:
展开>>
收起<<
一、施工机具钢筋剥肋滚压直螺纹机、限位挡铁、螺纹环规、力矩扳手及普通扳手等。二、施工准备1、参加滚压直螺纹接头施工的人员必须进行技术培训,经考核合格后方可持证上岗操作。2、钢筋应先调直再加工,切口端面要与钢筋轴线垂直,端头弯曲、马蹄形严重的要切去,但不得用气割下料。三、质量要求剥肋滚压直螺纹钢筋连接质量要求请参照本书“钢筋锥螺纹连按工程"章节中相应部分。四、施工工艺1、工艺流程:预接:钢筋端面平头→剥肋滚压螺纹→丝头质量检验→利用套简连接→接头检验;现场连接:钢筋就位→拧下钢筋保护帽和套筒保护帽→接头拧紧→作标记→质量检验。2、钢筋丝头加工:(1)按钢筋规格所需的调整试棒并调整好滚丝头内孔最小...
相关推荐
-
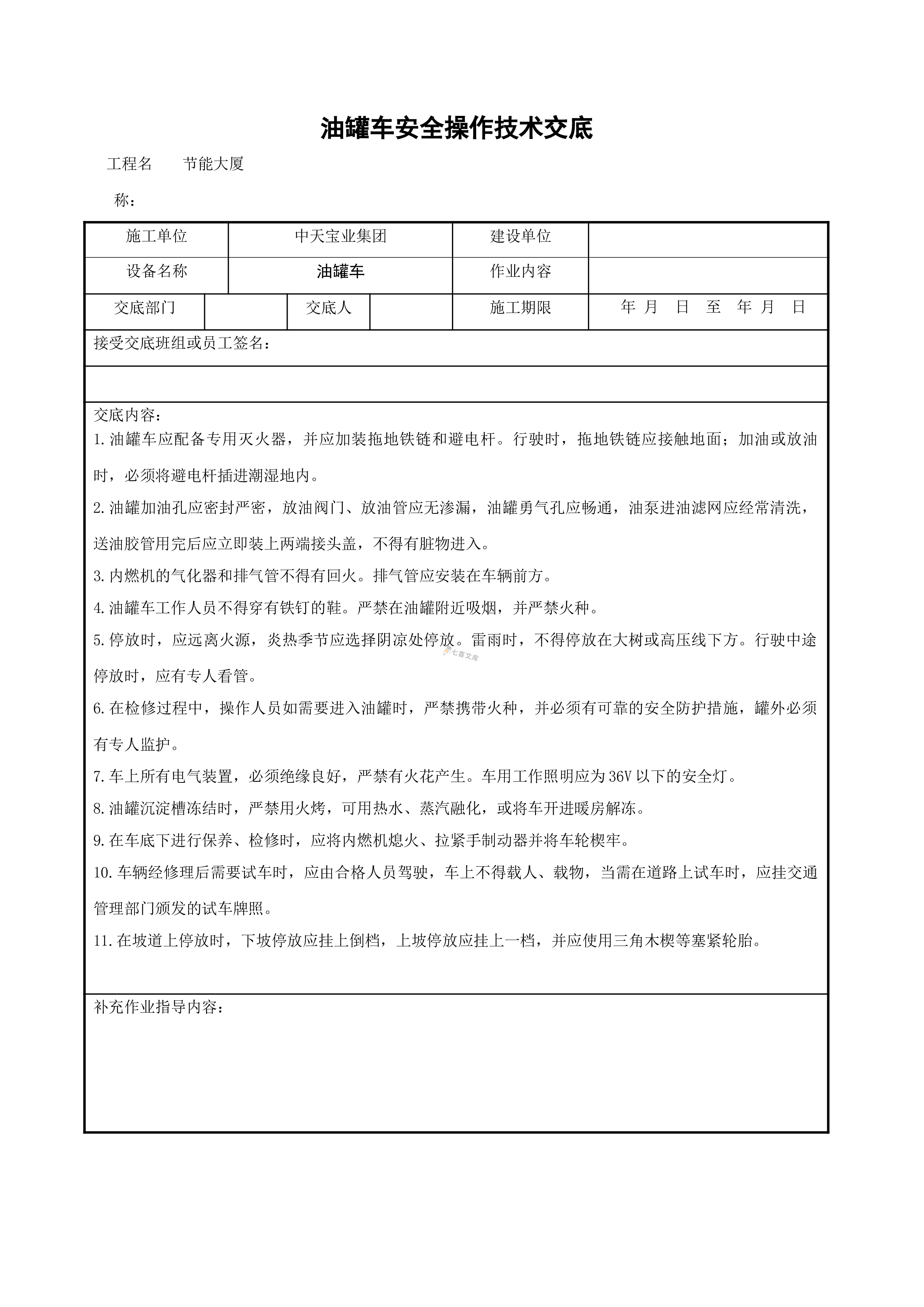
油罐车安全操作技术交底VIP免费
 2024-05-31 23
2024-05-31 23 -
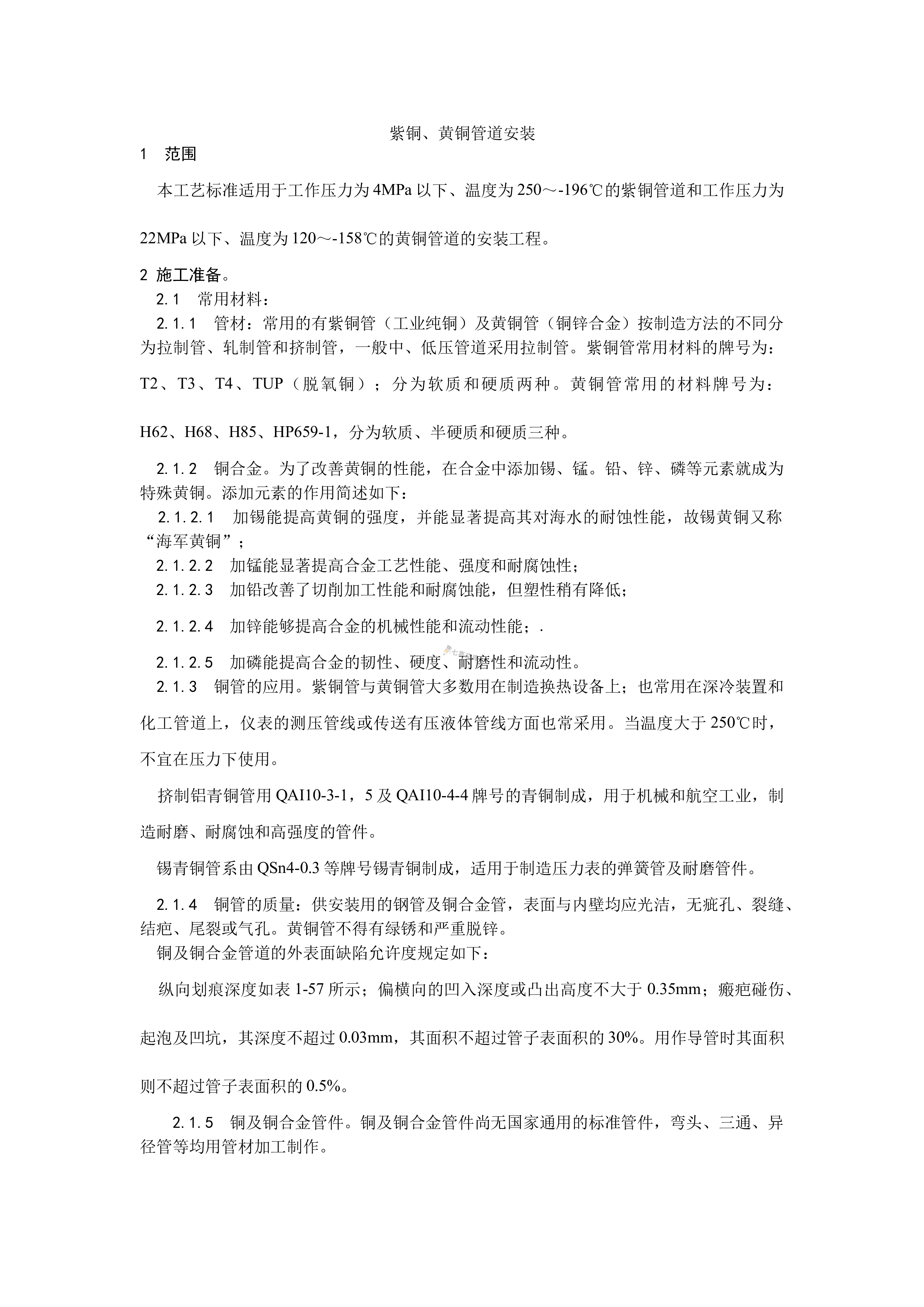
紫铜、黄铜管道安装工艺VIP免费
 2024-05-31 23
2024-05-31 23 -
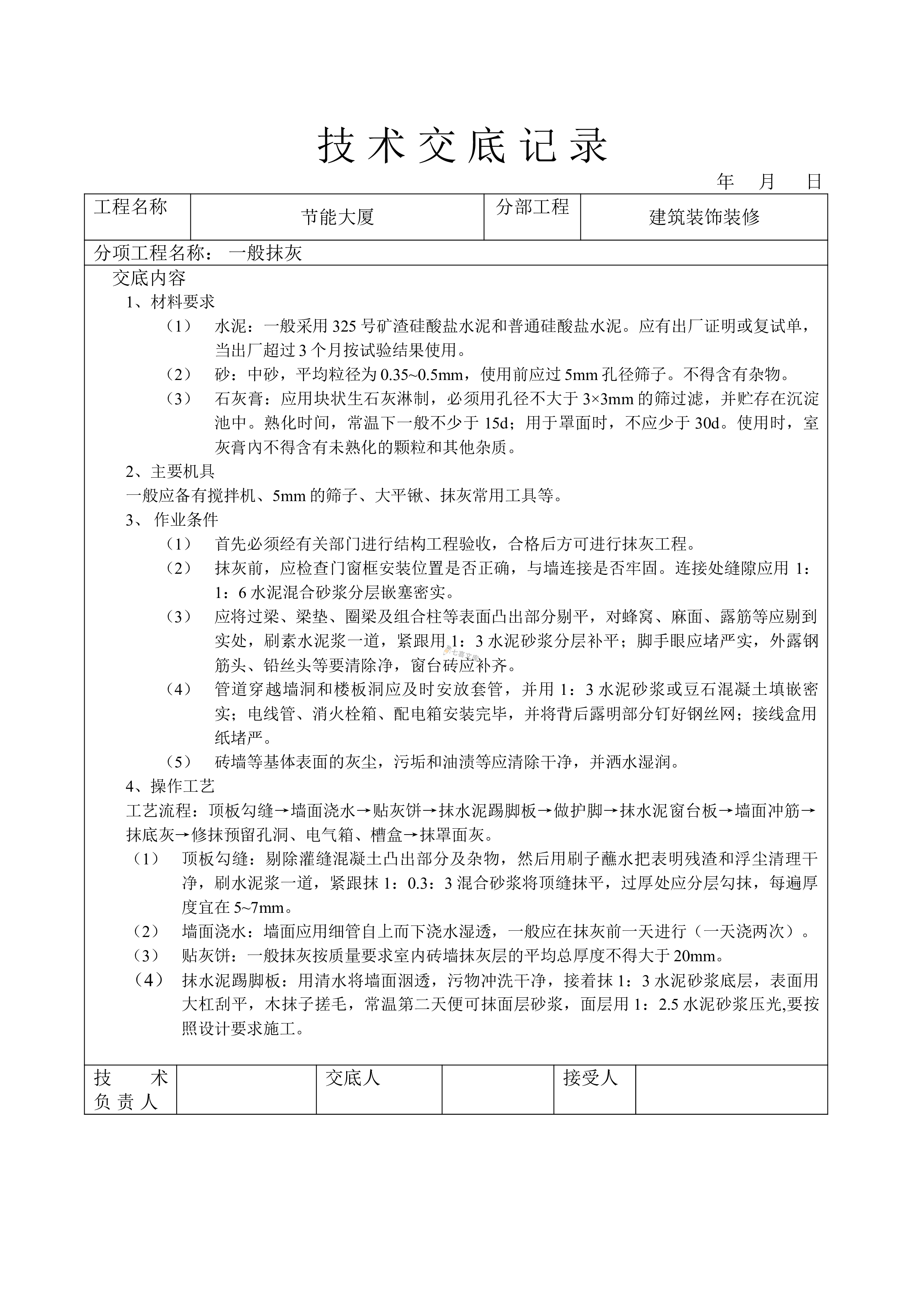
一般抹灰技术交底VIP免费
 2024-05-31 29
2024-05-31 29 -
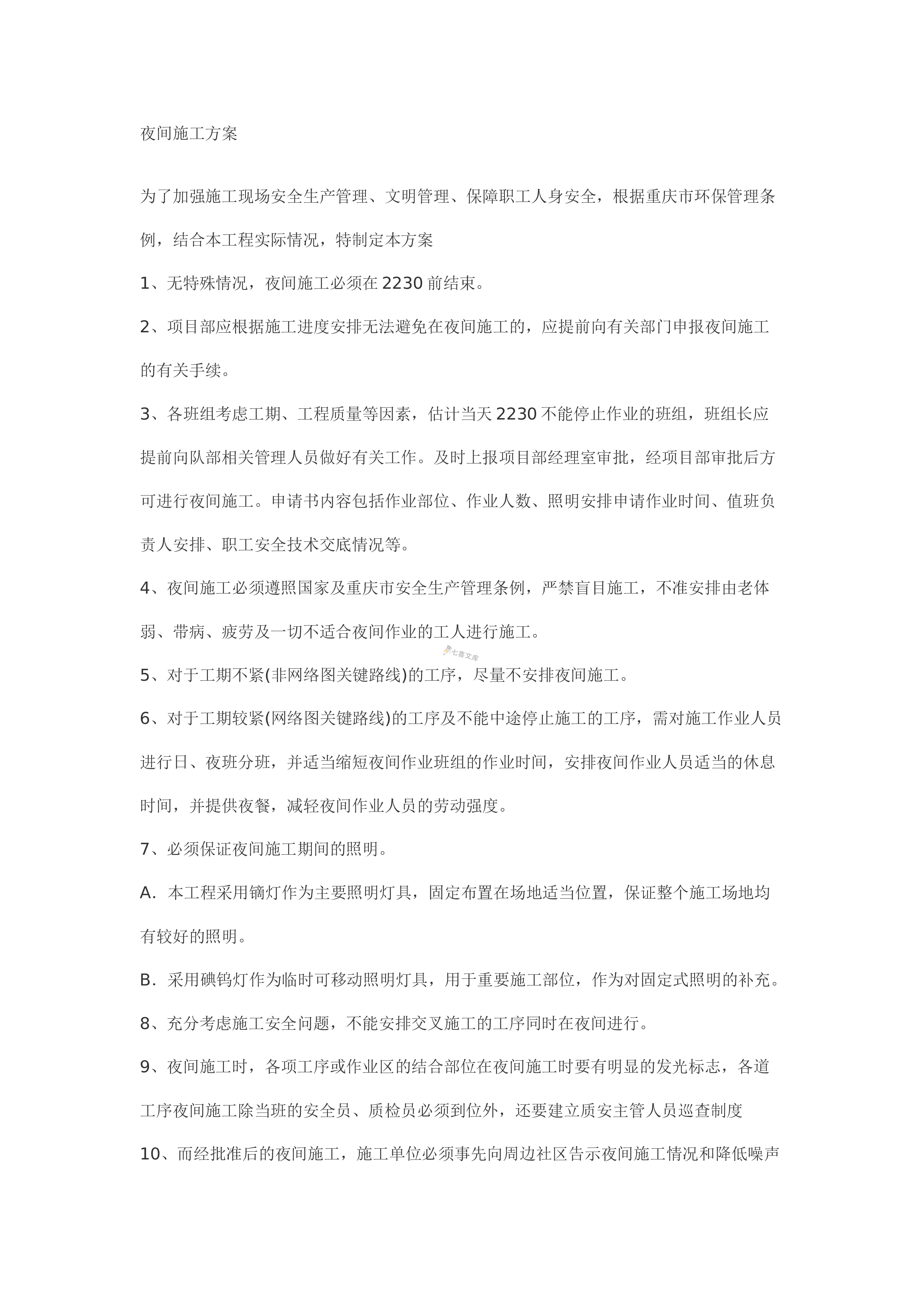
重庆某工程夜间施工方案VIP免费
 2024-11-18 10
2024-11-18 10 -
重庆盘龙中小学体育馆工程--抗震构造补强专项施工方案VIP免费
 2024-11-18 8
2024-11-18 8 -
重庆市九龙坡区法院办公楼装饰工程施工组织设计VIP免费
 2024-11-18 6
2024-11-18 6 -
重庆市沙坪坝区人民医院消防安全整改工程施工方案VIP免费
 2024-11-18 22
2024-11-18 22 -
重庆渝发建设有限公司安全隐患排查专项方案VIP免费
 2024-11-18 40
2024-11-18 40 -
砖混结构住宅楼VIP免费
 2024-11-18 25
2024-11-18 25 -
综合楼施工组织设计VIP免费
 2024-11-18 44
2024-11-18 44
分类:行业资料
价格:3.2金币
属性:2 页
大小:24.5KB
格式:DOC
时间:2024-06-02
相关内容
-
重庆市九龙坡区法院办公楼装饰工程施工组织设计
分类:行业资料
时间:2024-11-18
标签:无
格式:DOC
价格:3.3 金币
-
重庆市沙坪坝区人民医院消防安全整改工程施工方案
分类:行业资料
时间:2024-11-18
标签:无
格式:DOC
价格:3.3 金币
-
重庆渝发建设有限公司安全隐患排查专项方案
分类:行业资料
时间:2024-11-18
标签:无
格式:DOC
价格:3.3 金币
-
砖混结构住宅楼
分类:行业资料
时间:2024-11-18
标签:无
格式:DOC
价格:3.3 金币
-
综合楼施工组织设计
分类:行业资料
时间:2024-11-18
标签:无
格式:DOC
价格:3.3 金币




