
大型钢吊车梁的制作
VIP免费
3.0
2024-06-02
0
0
68KB
4 页
3.2金币
侵权投诉
大型钢吊车梁的制作
第1章 摘要:
本文介绍了大型钢吊车梁的单元制造流水线,变形的矫正,焊接顺序及胎具、吊具的运用。
关键词:单元件制造 反向变形 刨平顶紧 无余量下料
第2章 工程概况:
大转炉工程钢结构制作工作量为2.8 万吨,钢吊车梁的制作量5000 吨左右,厂房内天车起
重量大,又属于重型工作制。特别是接受跨,最大天车为200t/63t/20t 两台,最大轮压490kw/
台,小车重量102t/台,天车总重量399t/台。工作制为A7,轨道采用Qu120。最大柱间跨距
24.5m。吊车梁采用焊接工字钢。最大的吊车梁截面为-900*48,-3104*28,-800*48,自重
36.8t。吊车梁支座一律为平板式支座,采用螺栓与柱子连接,上翼板与柱子采用绞板、销钉连
接。因吊车梁截面大,长度长,自重大,钢板厚等特点,施工任务又重,这对整个施工加大了难
度。
第3章 吊车梁的基本结构
吊车梁是由上翼板、下翼板、腹板、薄板、端头板组成,它的俯视和正视均为“一”字型,
断面为“工”字型制作特点,(1)部件下料几何尺寸严格,边沿整齐。(2)组对尺寸水平度、
垂直度、精确度要求严格、准确。(3)焊接量大,自身质量大,翻转移位困难。(4)焊接工艺
复杂,变形不易控制。(5)制作场地放样平台需平整。(6)
吊车梁组拼时,不能在翼板、腹板上任意打火与焊接临时部件,腹板与翼板采用k 形焊缝,
均要求坡口焊透,焊缝质量二级。因以上特点这给大型吊车梁的制作带来更大的困难。
第4章 钢吊车梁的单元划分
1 由于钢梁的板厚,长度大,部件数量多,但尺寸统一,适合大批量板件进行流水线生产。
确定其板件尺寸,绘制排版图,进行钢板定尺,统一下料,大大减少损耗量,工作工期,提高了
流水线工作胎架的利用率,工位数也降低了。我们把吊车梁划分为5个单元,上、下翼板单元,
腹板单元,支座板单元,加筋板单元。
2 单元制造流水线
钢吊车梁分解后的单元件按类型设置生产流水线,单元件制造工序为:材料预处理——划线
——下料——拼接——焊接——矫正——存放。
3 单元件制造中的应用技术
3.1 火焰半自动切割及无余量下料
单元件的零件在火焰切割机上切割时,将焊接收缩量及切割缝量等要考虑到,使切割好的零
件制作成后无余量成品。切割几何尺寸=施工图几何尺寸+焊接收缩量+切割缝余量,无余量下料
就是将零件一次下料后,经过单元件装焊矫正后,到钢梁拼装施工焊后,其零件经过多次冷热处

理,最终零件尺寸的变化正好是施工完后的所需尺寸,这样零件不需二次切割加工,既节约钢材
又节省大量劳动力。
无余量下料切割尺寸的确定使用倒推法,首先确定钢梁完工后,所需零件尺寸,再加上钢梁
上、下翼板的对接拼板施焊的收缩量,拼装成H 型梁施焊的收缩量,单元件的切割余量,即为无
余量下料的切割尺寸。这些收缩变化量要经过大量的模拟式试验数据,实践操作累计分析得到。
一般情况下,火焰自动切割余量为1~2mm,钢板厚L>20mm 时,使用自动切割割嘴型号2#氧气气体
压力0.16~0.41Mpa,乙炔气压力0.02Mpa,气割速度在250~380mm/min,而H 型钢的组对焊接,与筋
板的多少,翼、腹板的厚度等情况而定,如某条天车梁48mm 的翼板,28mm 腹板,筋板为共10
对20 块,经过试验与实践操作, 焊接收缩余量在10 mm~15 mm 左右。断面高h=1200mm>1000mm,
四条纵焊缝每米共缩0.2mm,焊透梁高收缩1.0mm,每对加劲焊缝。梁的长度收缩0.5mm,收缩量
L=0.2*24.5+1.0+0.5*10。
3.2 装配元件
1) 钢吊车梁制作易变形,制作变形分两种情况:一是下料、组对、堆放不合理造成的变形
,二是焊接工艺不合理造成的应力变形,变形的形式主要有上、下翼板弯曲变形(侧弯)上拱、
下拱变形,扭曲变形三种,变形的因素:腹板因下料边缘不齐和组对不平整会造成上拱、下拱变
形。因火焰切割下料,翼板两边切割受热的时间和温度差异,以及焊接顺序,焊缝的高度、宽度
不同而造成侧弯变形,梁翻转、固定,支垫不合理造成的扭曲变形。
2) 根据以上变形情况制定反变形焊接、胎具组对等措施:
a. 首先合理下料
几何尺寸(包括焊接收缩余量,切割余量)长度偏差不大于±3mm,上、下翼板的不直度不
大于±5mm,腹板上、下边缘不直度不大于±5mm,高度不大于±2mm,部件划线精度控制在2mm,
对角线不大于3mm,火焰切割割纹深不大于1mm,所有划线和下料后及组对前必须进行尺寸复核,
并做必要休整,确保组对的精确度。经过实验操作,假设以腹板与翼板垂直90°焊接,焊后翼板
与腹板的角度a=98°,取a=91°、93°、95°、97°、98°,a1 为焊后角度取最大值,
如下表所示:
b. 反变形控制
钢板组对时,在焊缝处反向垫高,反向变形控制。腹板与上、下翼板采用坡口焊接,使用组
对胎具如图1.胎具的角度可根据梁的高度而定,胎具上的腹板与腹板拼按的角度>90 度(具体
角度根据实验数据与现场操作经验数据而定,如腹板28mm、 翼板48mm 的天车梁,插入选用拼接

摘要:
展开>>
收起<<
大型钢吊车梁的制作第1章摘要:本文介绍了大型钢吊车梁的单元制造流水线,变形的矫正,焊接顺序及胎具、吊具的运用。关键词:单元件制造反向变形刨平顶紧无余量下料第2章工程概况:大转炉工程钢结构制作工作量为2.8万吨,钢吊车梁的制作量5000吨左右,厂房内天车起重量大,又属于重型工作制。特别是接受跨,最大天车为200t/63t/20t两台,最大轮压490kw/台,小车重量102t/台,天车总重量399t/台。工作制为A7,轨道采用Qu120。最大柱间跨距24.5m。吊车梁采用焊接工字钢。最大的吊车梁截面为-900*48,-3104*28,-800*48,自重36.8t。吊车梁支座一律为平板式支座,采用...
相关推荐
-
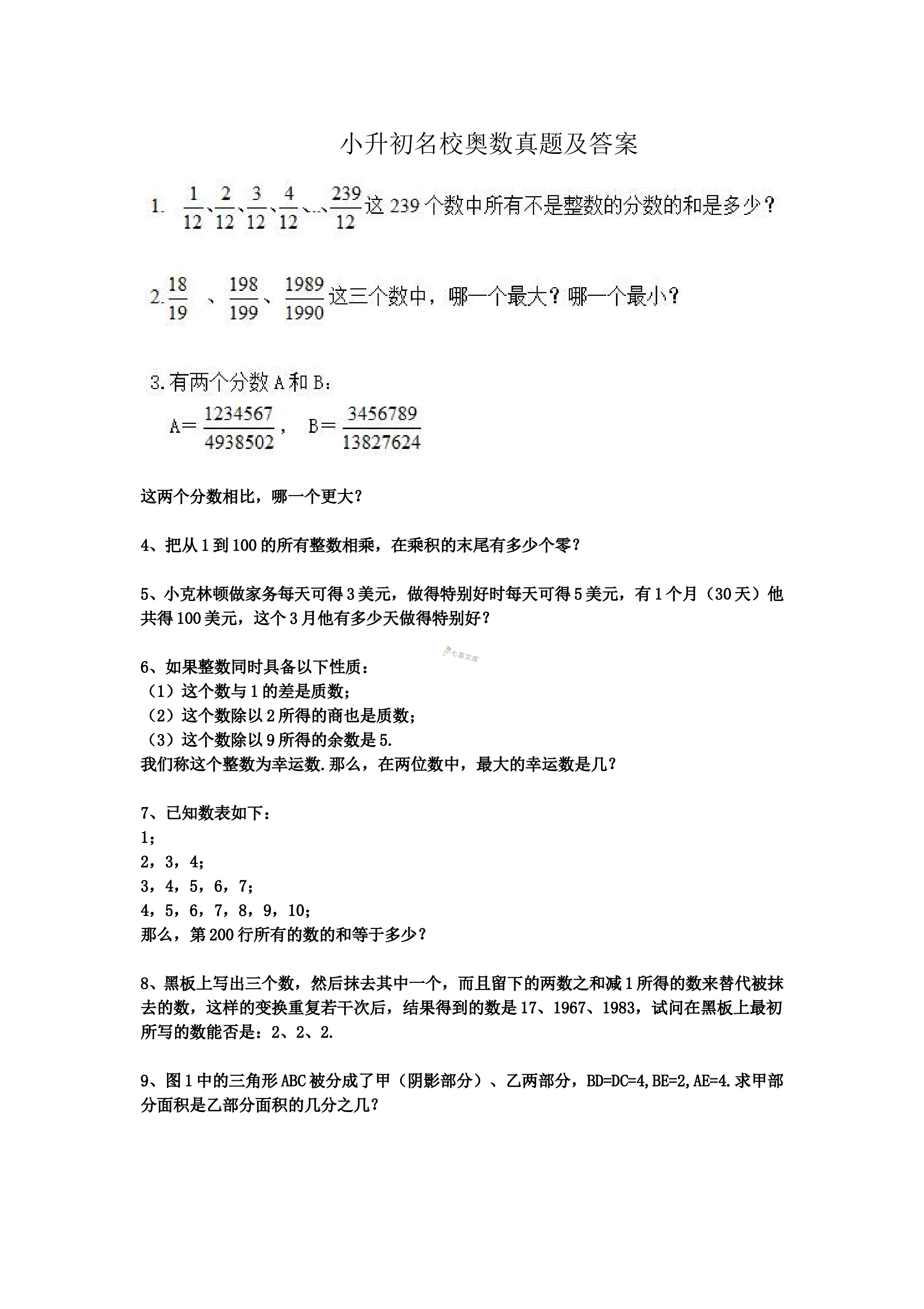
小升初名校奥数真题及答案VIP免费
 2024-11-09 43
2024-11-09 43 -
2023-2024学年七年级下册数学第一章第七节试卷及答案北师大版VIP免费
 2024-11-09 96
2024-11-09 96 -
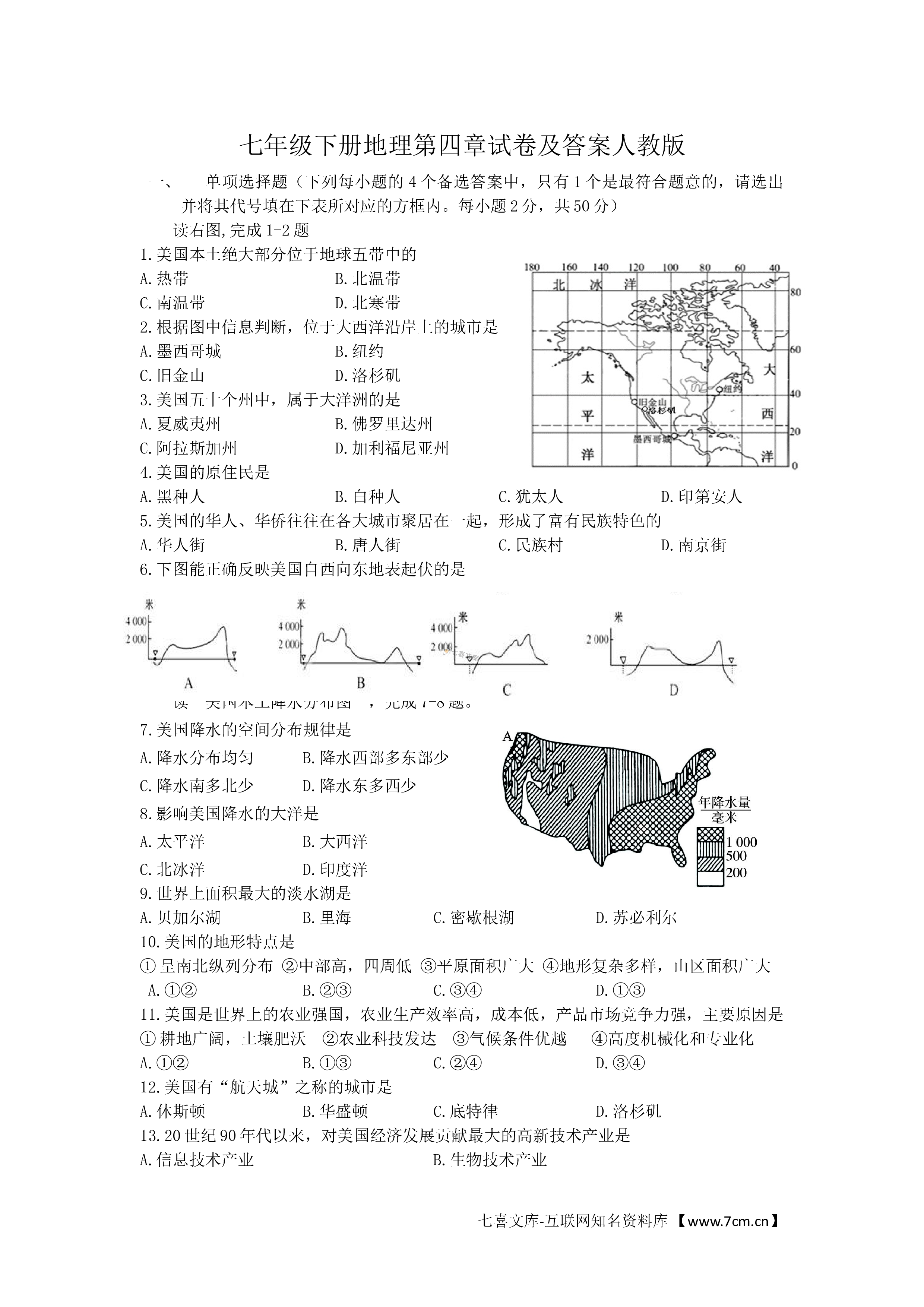
七年级下册地理第四章试卷及答案人教版VIP免费
 2024-11-10 53
2024-11-10 53 -
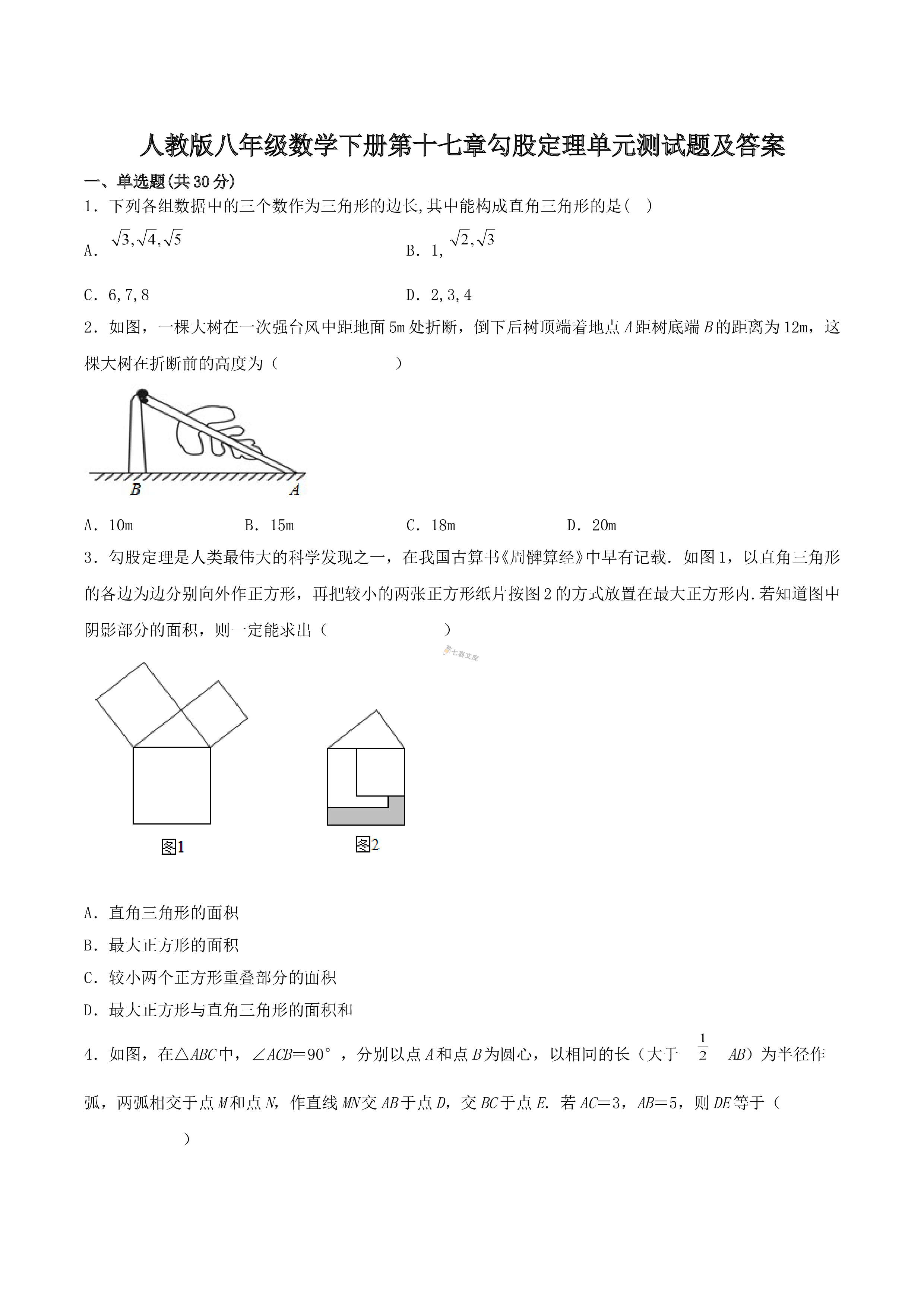
人教版八年级数学下册第十七章勾股定理单元测试题及答案VIP免费
 2024-11-10 437
2024-11-10 437 -
2011年成人高考专升本生态学基础考试真题及答案VIP免费
 2024-11-12 47
2024-11-12 47 -
2023年武汉工程大学教育管理学考研真题VIP免费
 2024-11-14 18
2024-11-14 18 -
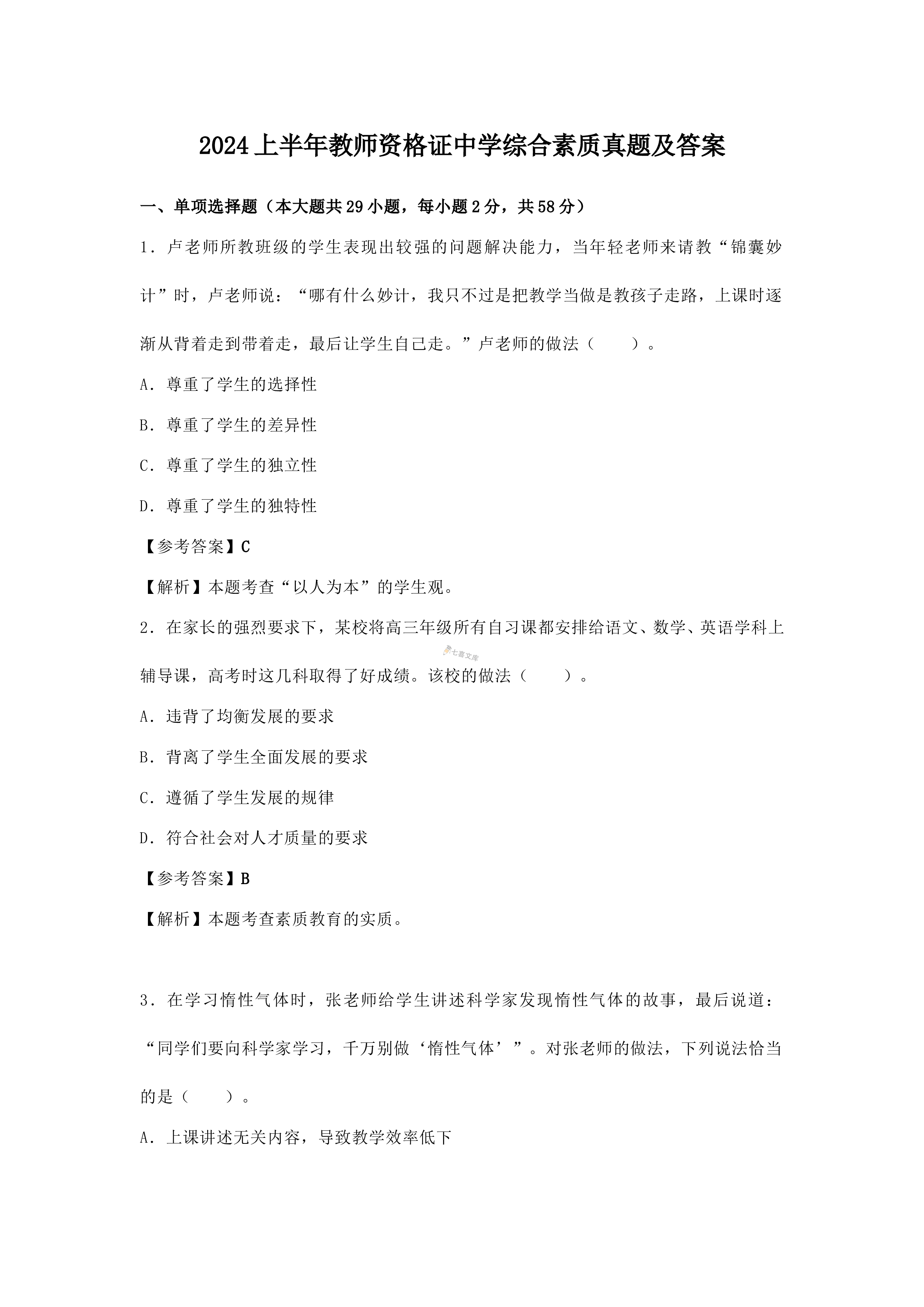
2024上半年教师资格证中学综合素质真题及答案VIP免费
 2024-11-17 202
2024-11-17 202 -
2009年江西宜春中考历史真题及答案
 2024-12-24 13
2024-12-24 13 -
2020年贵州铜仁中考生物真题及答案
 2025-01-04 16
2025-01-04 16 -
2020年贵州铜仁中考数学真题及答案
 2025-01-04 17
2025-01-04 17
分类:行业资料
价格:3.2金币
属性:4 页
大小:68KB
格式:DOC
时间:2024-06-02
相关内容
-
2020年贵州铜仁中考地理真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考化学真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考历史真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考生物真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考数学真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币




