
风管部件制作质量管理
VIP免费
3.0
2024-06-02
0
0
58.5KB
9 页
2.8金币
侵权投诉
风管部件制作质量管理
依据标准:
《建筑工程施工质量验收统一标准》 GB50300-2001
《通风与空调工程施工质量验收规范》 GB50243-2002
1、范围
本工艺标准适用于各类金属风口、风阀、罩类、风帽及柔性管等部件制作工程。
2、施工准备
2.1 材料要求及主要机具:
2.1.1 各种材料应具有出厂合格证明书或质量鉴定文件。
2.1.2 除上述文件外,应进行外观检查,各种板材表面应平整,厚度均匀,无明显伤痕,
并不得有裂纹、锈蚀等质量缺陷,型材应等型、均匀、无裂纹及严重锈蚀等情况。
2.1.3 其它材料不能因其本身缺陷而影响或降低产品的质量或使用效果。
2.1.4 剪板机、折方机、咬口机、冲床、电焊机、点焊机、亚弧焊机、车床、台钻、型材
切割机、空压机及喷漆设备、手动、电动液压铆钉钳、电动拉铆枪和直尺、方尺、划规、划针、
铁锤、木锤、洋冲、扳手、螺丝刀、钢丝钳、钢卷尺及专用冲压模具、工装等。
2.2 作业条件:
2.2.1 应具备有宽敞、明亮、地面平整、洁净的厂房。
2.2.2 作业地点要有满足加工工艺要求的机具设备、相应的电源,安全防护装置及消防器
材。
2.2.3 各种风管部件均应按国家有关标准设计图纸制作,并有施工员书面的技术、质量、
安全交底和施工预算。
3、操作工艺
3.1 风口工艺流程:

3.2 领料:
风口的制作应按其类型、规格、使用要求选用不同的材料制作。
3.3 下料、成型:
3.3.1 风口的部件下料及成形应使用专用模具完成。
3.3.2 铝制风口所需材料应为型材,其下料成形除应使用专用模具外,还应配备有专用的
铝材切割机具。
3.4 组装:
3.4.1 风口的部件成形后组装,应有专用的工装,以保证产品质量。产品组装后,应进行
检验。
3.4.2 风管表面应平整,与设计尺寸的允许偏差不应大于 2mm,矩形风口两对角线之差不应
大于 3mm;圆形风口任意两正交直径的允许偏差不应大于 2mm。
3.4.3 风口的转动调节部分应灵活,叶片应平直,同边框不得碰撞。
3.4.4 插板式及活动蓖板式风口,其插板、蓖板应平整,边缘光滑,拉动灵活。活动蓖板
式风口组装后应能达到安全开召和闭合。
3.4.5 百叶风口的叶片间距应均匀,两端轴的中心应在同一直线上。手动式风口叶与边框
铆接应松紧适当。
3.4.6 散流器的扩散环和调节环应同轴,轴向间距分布应均匀。
3.4.7 孔板式风口,孔口不得有毛刺,孔径和孔距应符合设计要求。
3.4.8 旋转式风口,活动件应轻便灵活。
3.4.9 球形风口内外球面间的配合应松紧适度,转动自如,风量调节片应能有效地调节风
领料
机加件及其它零部件加工
叶片下料 外框下料
(专用模具)成形(专用模具)成形
组装
表面处理
焊接
成品
检验
出厂

量。
3.4.10 风口活动部分,如轴、轴套的配合等,应松紧适宜,并应在装配完成后加注润滑油。
3.5 焊接:
3.5.1 钢制风口组装后焊接可根据不同材料,选择气焊或电焊的焊接方式。铝制风口应采
用亚弧焊接。
3.5.2 焊接均应在非装饰面处进行,不得对装饰面外观产生不良影响。
3.5.3 焊接完成后,应对风口进行一次调整。
3.6表面处理:
3.6.1 风口的表面处理,应满足设计及使用要求,可根据不同材料选择如喷漆、喷塑、氧
化等方式。
3.6.2 如风口规格较大,应在适当部位对叶片及外框采以加固补强措施。
3.7风阀工艺流程:
3.8领料:
风阀制作所需材料应根据不同类型严格选用。
3.9下料、成型:
外框及叶片下料应使用机械完成,成型应尽量采用专用模具。
3.10 零部件加工:
同阀内的转动部件应采用有色金属制作,以防锈蚀。
3.11 焊接组装:
领料
机加件及其它零部件加工
叶片下料 外框下料
成形成形
焊接组装
喷漆
检验调整
装配执行机构
检验
出厂
成品

摘要:
展开>>
收起<<
风管部件制作质量管理依据标准:《建筑工程施工质量验收统一标准》GB50300-2001《通风与空调工程施工质量验收规范》GB50243-20021、范围本工艺标准适用于各类金属风口、风阀、罩类、风帽及柔性管等部件制作工程。2、施工准备2.1材料要求及主要机具:2.1.1各种材料应具有出厂合格证明书或质量鉴定文件。2.1.2除上述文件外,应进行外观检查,各种板材表面应平整,厚度均匀,无明显伤痕,并不得有裂纹、锈蚀等质量缺陷,型材应等型、均匀、无裂纹及严重锈蚀等情况。2.1.3其它材料不能因其本身缺陷而影响或降低产品的质量或使用效果。2.1.4剪板机、折方机、咬口机、冲床、电焊机、点焊机、亚弧焊机...
相关推荐
-
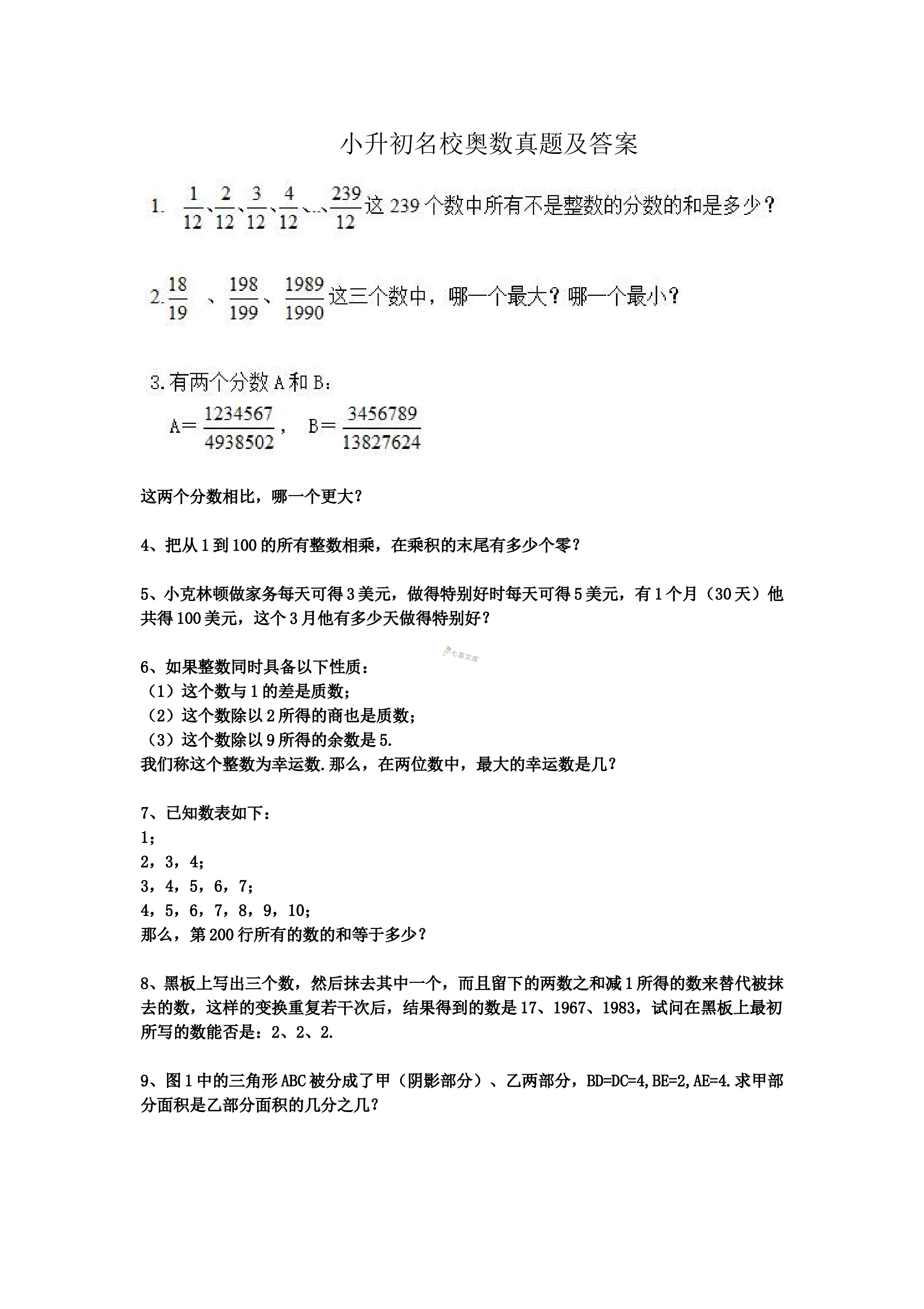
小升初名校奥数真题及答案VIP免费
 2024-11-09 40
2024-11-09 40 -
2023-2024学年七年级下册数学第一章第七节试卷及答案北师大版VIP免费
 2024-11-09 70
2024-11-09 70 -
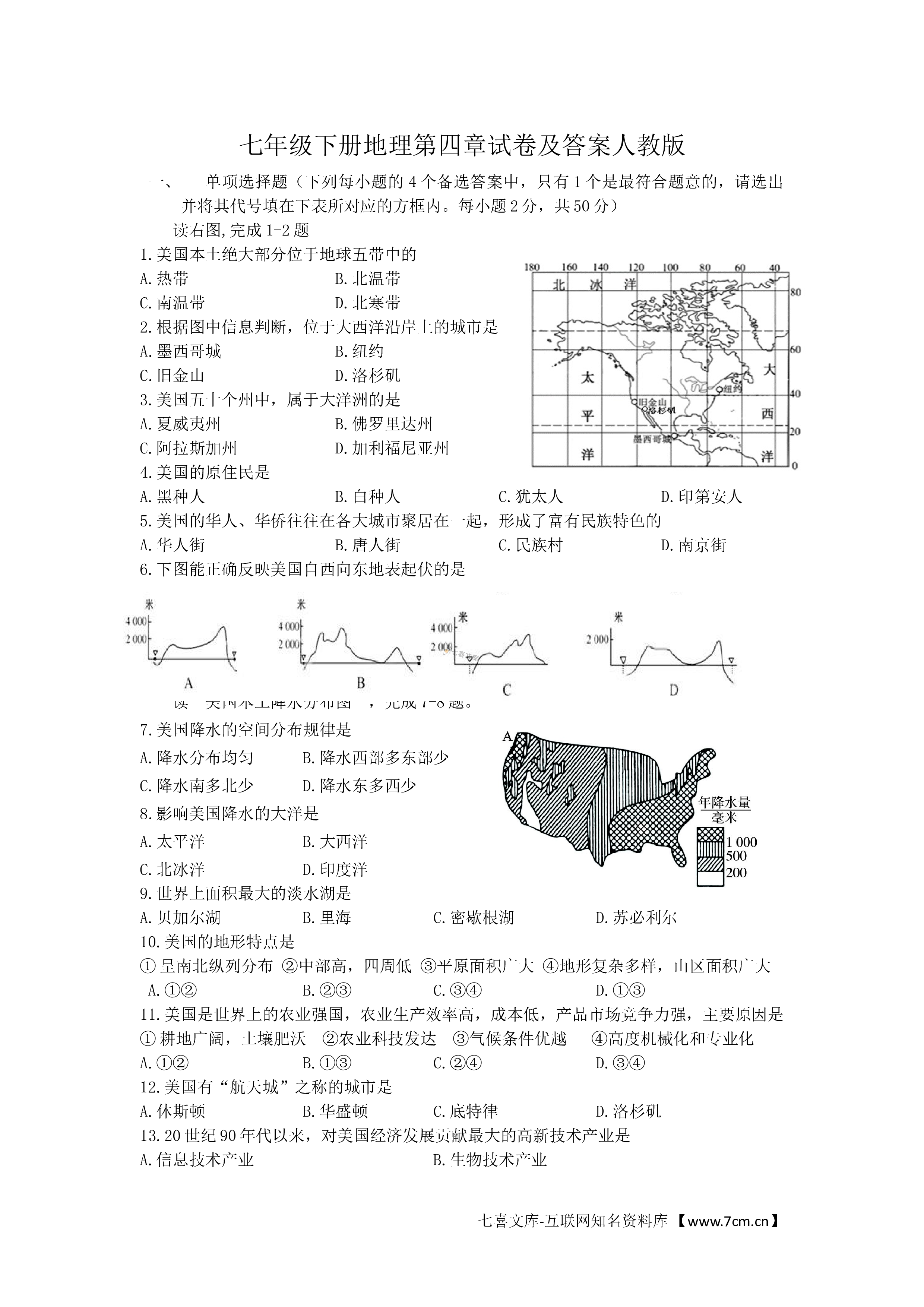
七年级下册地理第四章试卷及答案人教版VIP免费
 2024-11-10 50
2024-11-10 50 -
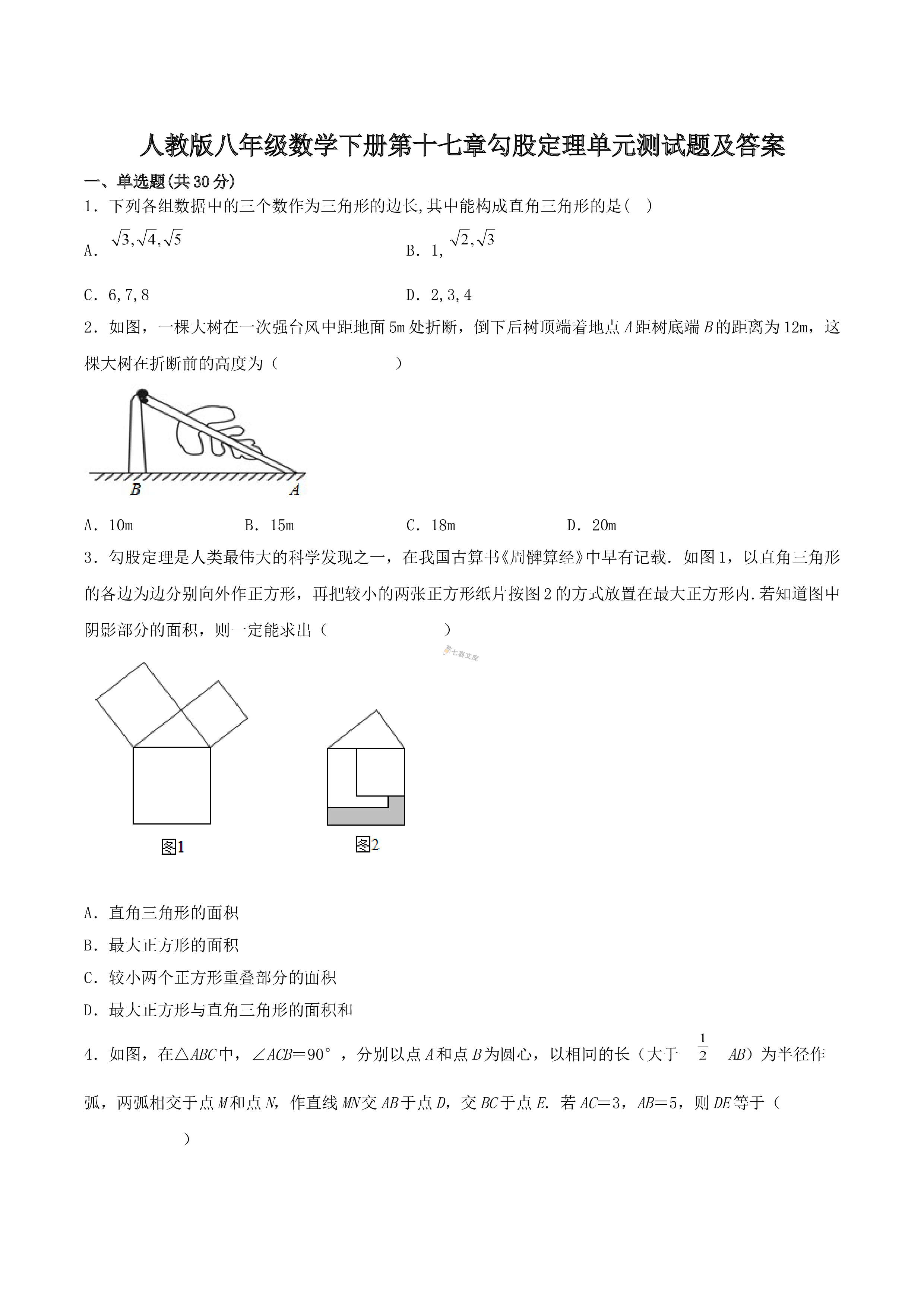
人教版八年级数学下册第十七章勾股定理单元测试题及答案VIP免费
 2024-11-10 427
2024-11-10 427 -
2011年成人高考专升本生态学基础考试真题及答案VIP免费
 2024-11-12 43
2024-11-12 43 -
2023年武汉工程大学教育管理学考研真题VIP免费
 2024-11-14 17
2024-11-14 17 -
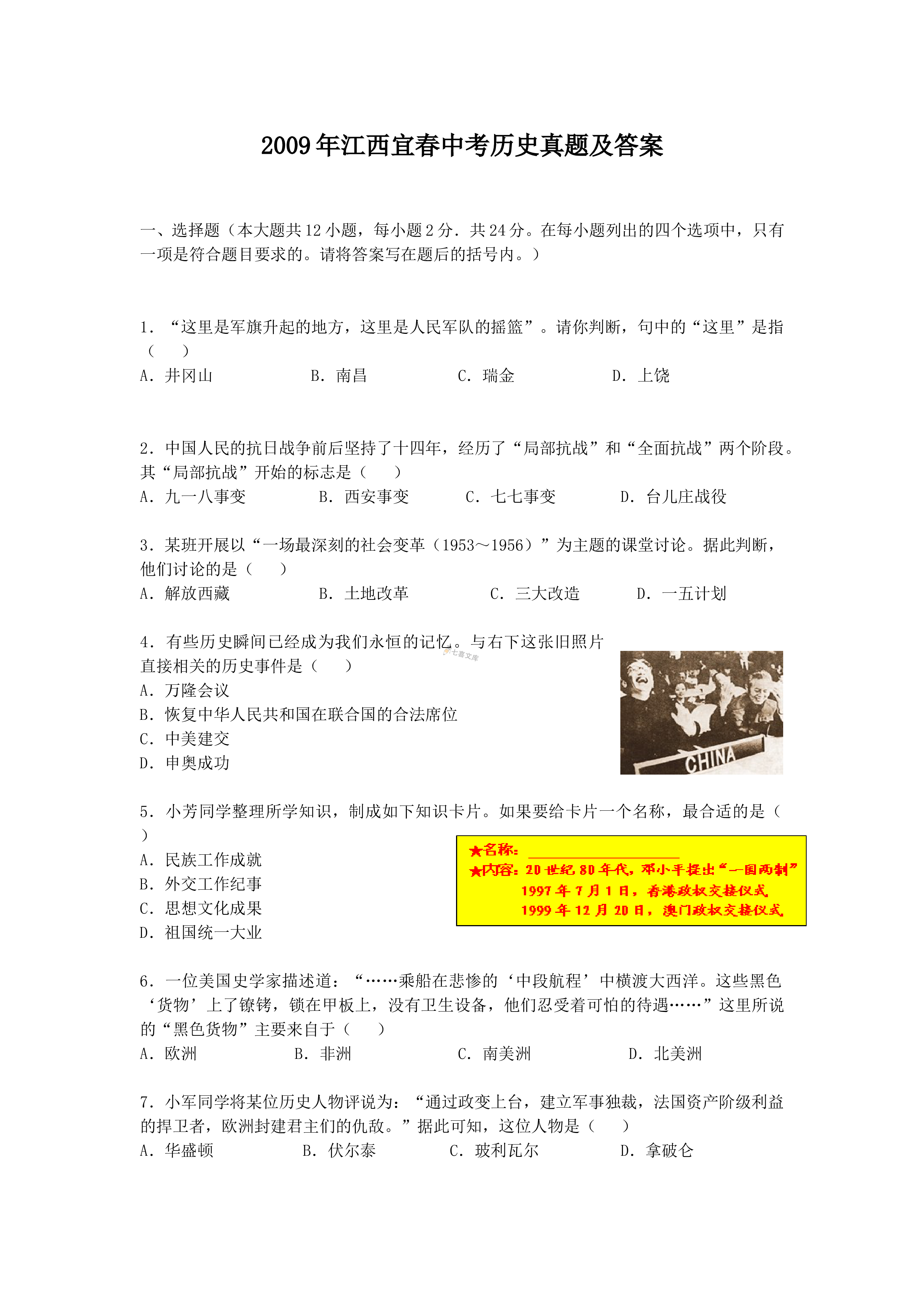
2009年江西宜春中考历史真题及答案
 2024-12-24 8
2024-12-24 8 -
2020年贵州铜仁中考历史真题及答案
 2025-01-04 5
2025-01-04 5 -
2020年贵州铜仁中考生物真题及答案
 2025-01-04 4
2025-01-04 4 -
2020年贵州铜仁中考数学真题及答案
 2025-01-04 6
2025-01-04 6
分类:行业资料
价格:2.8金币
属性:9 页
大小:58.5KB
格式:DOC
时间:2024-06-02
相关内容
-
2020年贵州铜仁中考地理真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考化学真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考历史真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考生物真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考数学真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币




