
钢筋电渣压力焊作业指导书
VIP免费
3.0
2024-06-02
2
0
23KB
3 页
2.8金币
侵权投诉
钢筋电渣压力焊作业指导书
第1章 工程概况
本工程为大屯矸石电厂135MW 机组技改工程根据工程实际情况及有关现行规范对钢筋接头的
质量要求本工程中的柱等竖向钢筋接头采用电渣压力焊的接头形式为了保证钢筋的焊接质量满足
钢筋焊接及验收规程规定特制定本作业指导书
第2章 焊接设备与焊剂
电渣压力焊的焊接设备包括焊接电源焊接机头控制箱焊剂填装盒等
第1节 焊接电源
本工程采用的焊接电源为一台JSD-1000 型的焊机可供数个机头交替用电电缆与机头的连接
采用插接的形式以获得较高的生产效率
第2节 焊接机头
焊接机头是实现竖向钢筋电渣压力焊接并取得优质接头的关键部件为此应满足以下要求
1 小巧轻便对密集钢筋或高空作业的焊接有较大的适应性
2 监控手段齐全易于掌握以减小对操技能的依赖性
3 对中迅速准确能保证焊接质量的稳定性
第3节 焊剂盒与焊剂
焊剂盒呈圆形由两半圆形铁皮组成内径为80-100 ㎜ 与所焊钢筋的直径相适应 焊剂盒与焊
搪机头分开当焊接完成后先拆机头待焊接接头保温一段时间后再拆焊剂盒特别是在环境温度较低
时可避免发生冷淬现象
第3章 焊接工艺
竖向钢筋电渣压力焊的工艺过程包括引弧电弧电渣和顶压过程
第1节 引弧过程
引弧的过程采用直接引弧法直接引弧法是在通电后迅速将上钢筋提起使两端头之间的距离为
2-4 ㎜引弧这种过程很短当钢筋端头夹杂不导电物质或端头过于平滑造成引弧困难时可以多次把
上钢筋移下与下钢筋短接后再提起达到引弧的目的

摘要:
展开>>
收起<<
钢筋电渣压力焊作业指导书第1章工程概况本工程为大屯矸石电厂135MW机组技改工程根据工程实际情况及有关现行规范对钢筋接头的质量要求本工程中的柱等竖向钢筋接头采用电渣压力焊的接头形式为了保证钢筋的焊接质量满足钢筋焊接及验收规程规定特制定本作业指导书第2章焊接设备与焊剂电渣压力焊的焊接设备包括焊接电源焊接机头控制箱焊剂填装盒等第1节焊接电源本工程采用的焊接电源为一台JSD-1000型的焊机可供数个机头交替用电电缆与机头的连接采用插接的形式以获得较高的生产效率第2节焊接机头焊接机头是实现竖向钢筋电渣压力焊接并取得优质接头的关键部件为此应满足以下要求1小巧轻便对密集钢筋或高空作业的焊接有较大的适应性2...
相关推荐
-
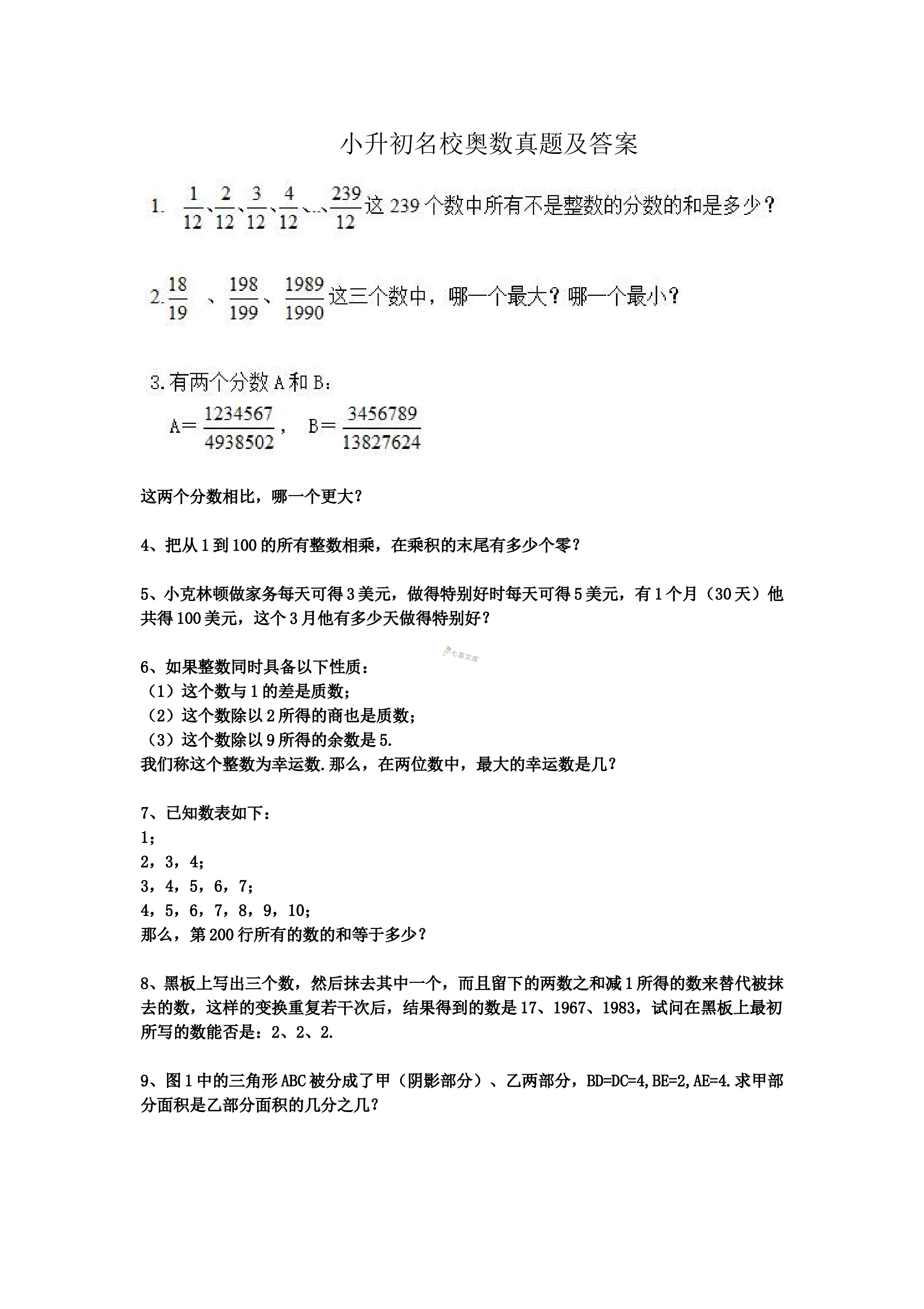
小升初名校奥数真题及答案VIP免费
 2024-11-09 40
2024-11-09 40 -
2023-2024学年七年级下册数学第一章第七节试卷及答案北师大版VIP免费
 2024-11-09 70
2024-11-09 70 -
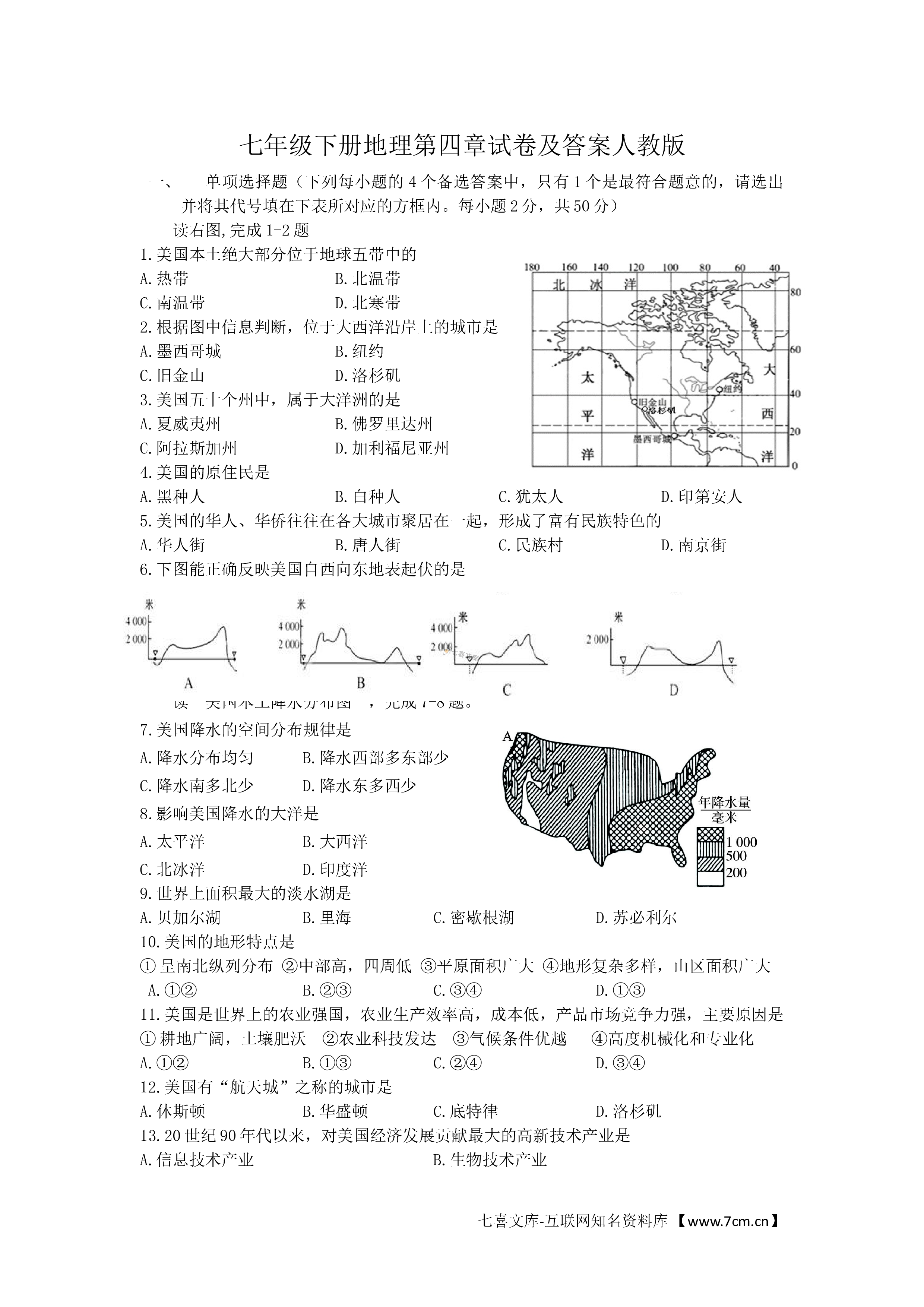
七年级下册地理第四章试卷及答案人教版VIP免费
 2024-11-10 50
2024-11-10 50 -
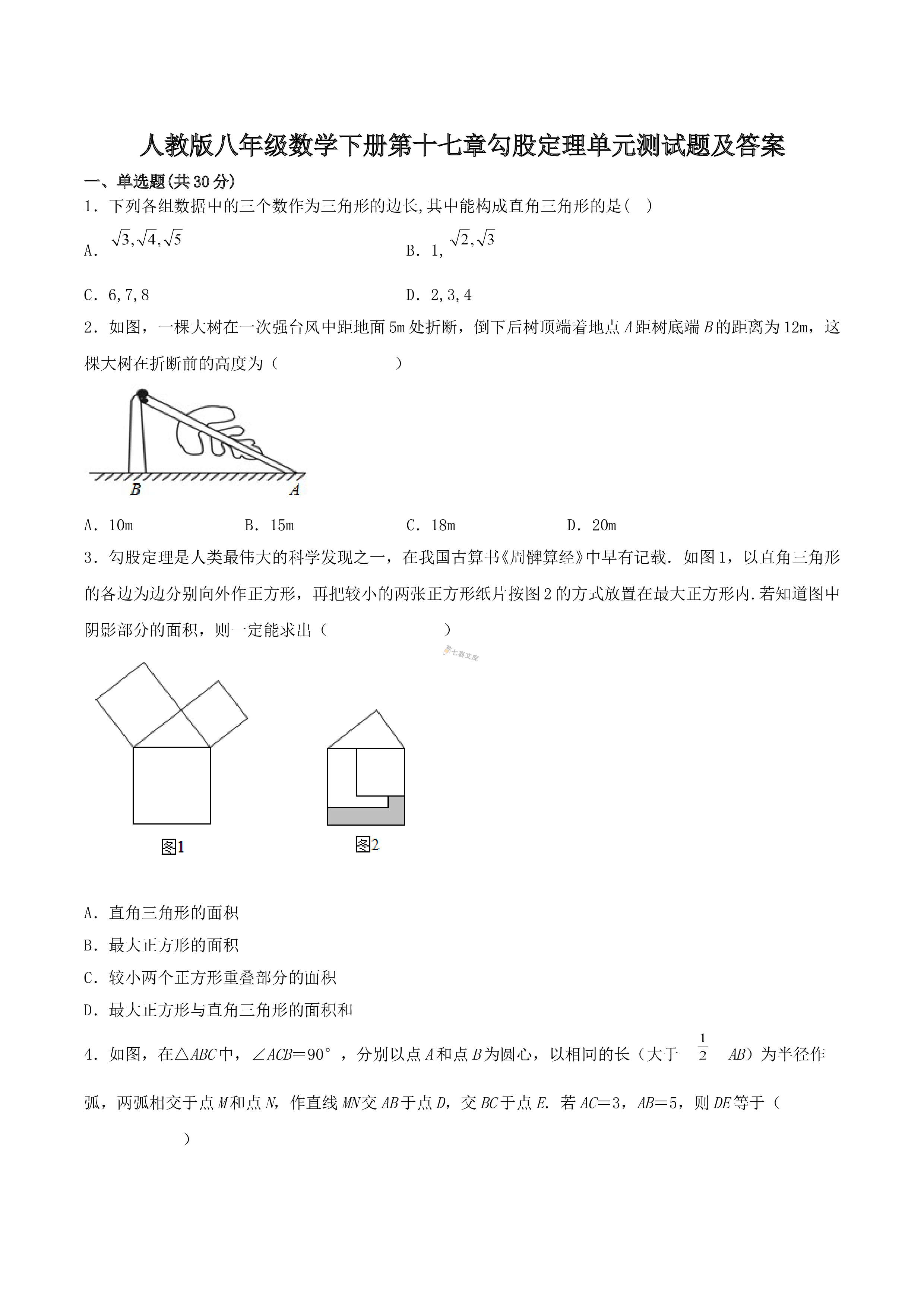
人教版八年级数学下册第十七章勾股定理单元测试题及答案VIP免费
 2024-11-10 427
2024-11-10 427 -
2011年成人高考专升本生态学基础考试真题及答案VIP免费
 2024-11-12 43
2024-11-12 43 -
2023年武汉工程大学教育管理学考研真题VIP免费
 2024-11-14 17
2024-11-14 17 -
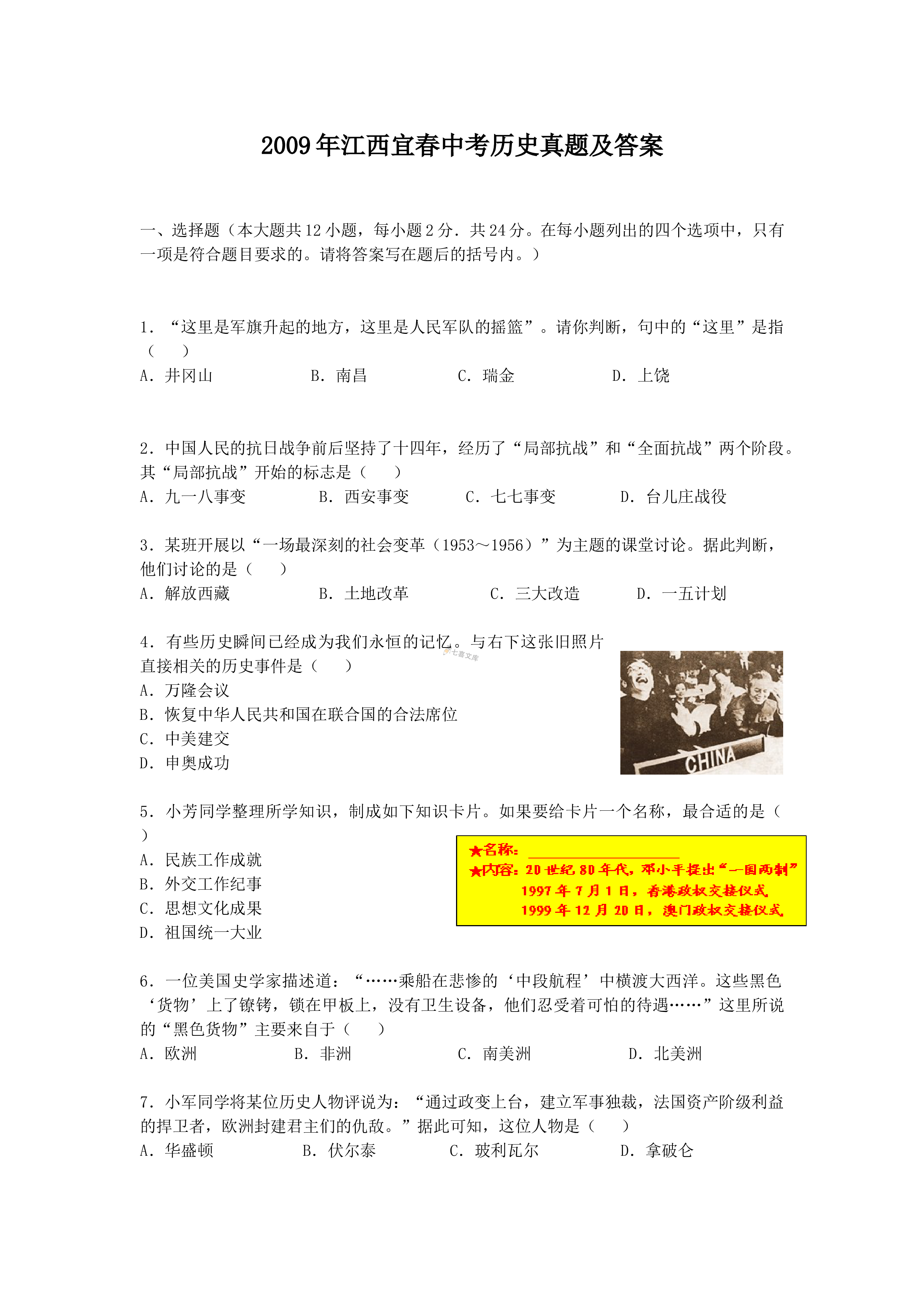
2009年江西宜春中考历史真题及答案
 2024-12-24 8
2024-12-24 8 -
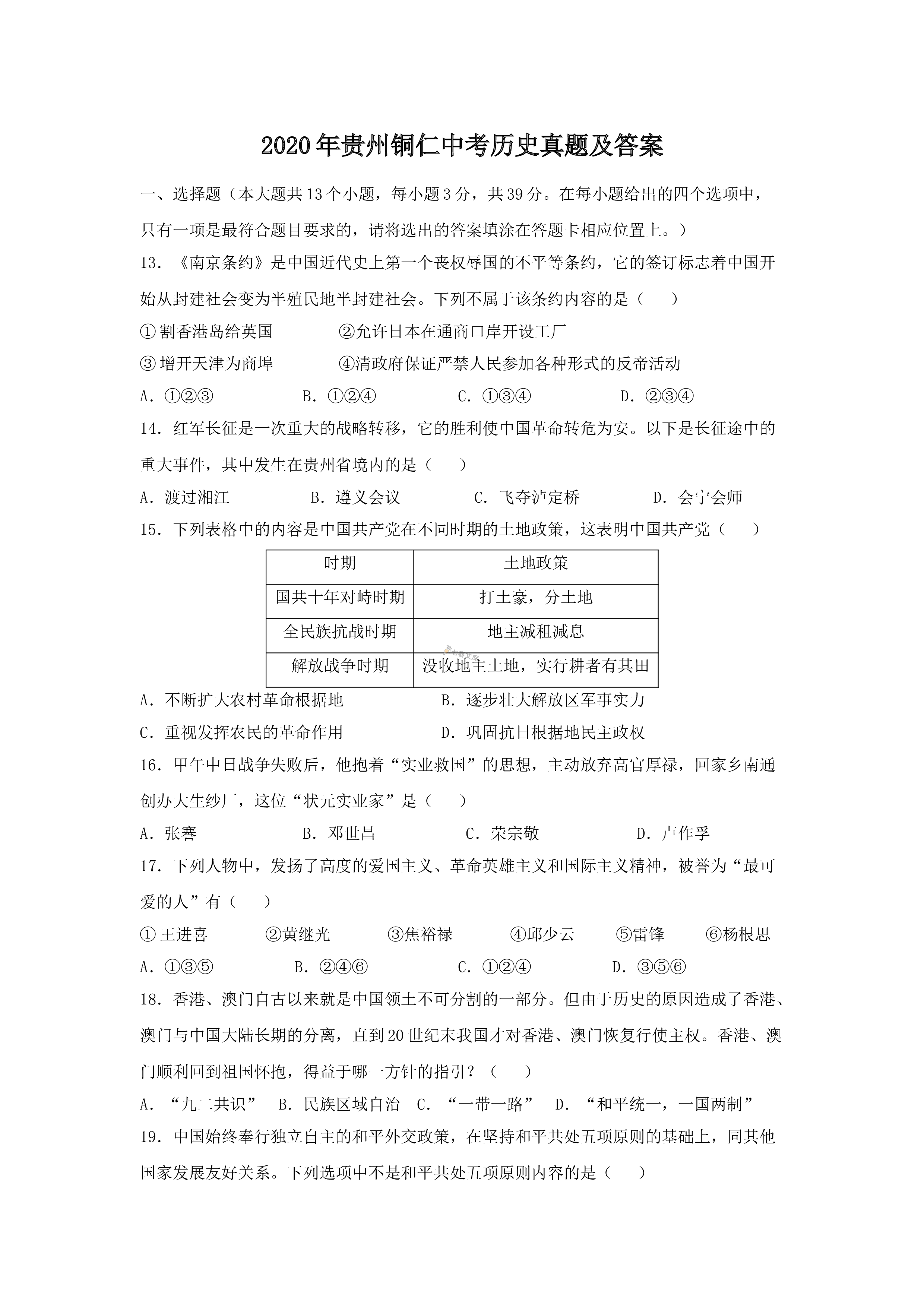
2020年贵州铜仁中考历史真题及答案
 2025-01-04 5
2025-01-04 5 -
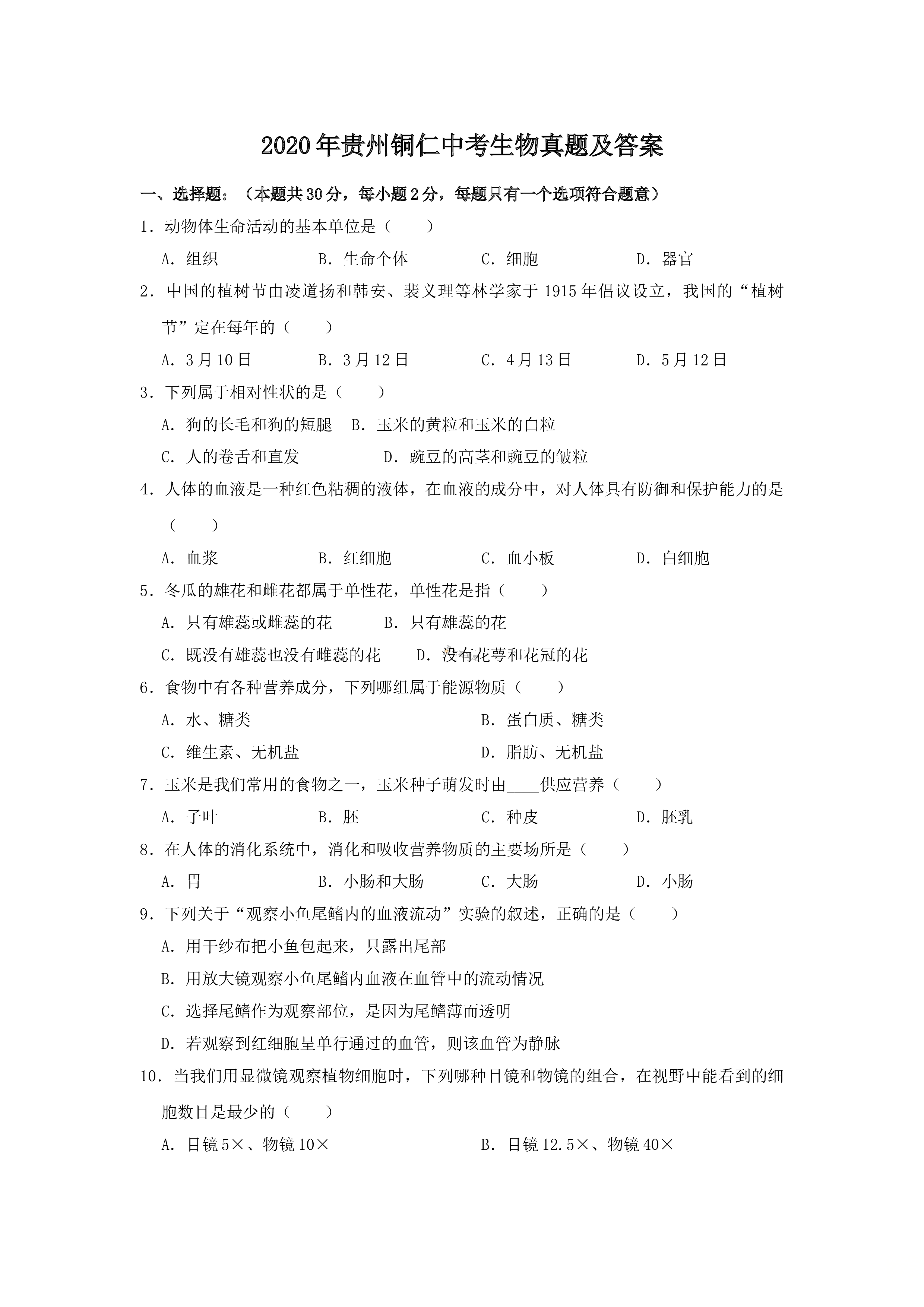
2020年贵州铜仁中考生物真题及答案
 2025-01-04 4
2025-01-04 4 -
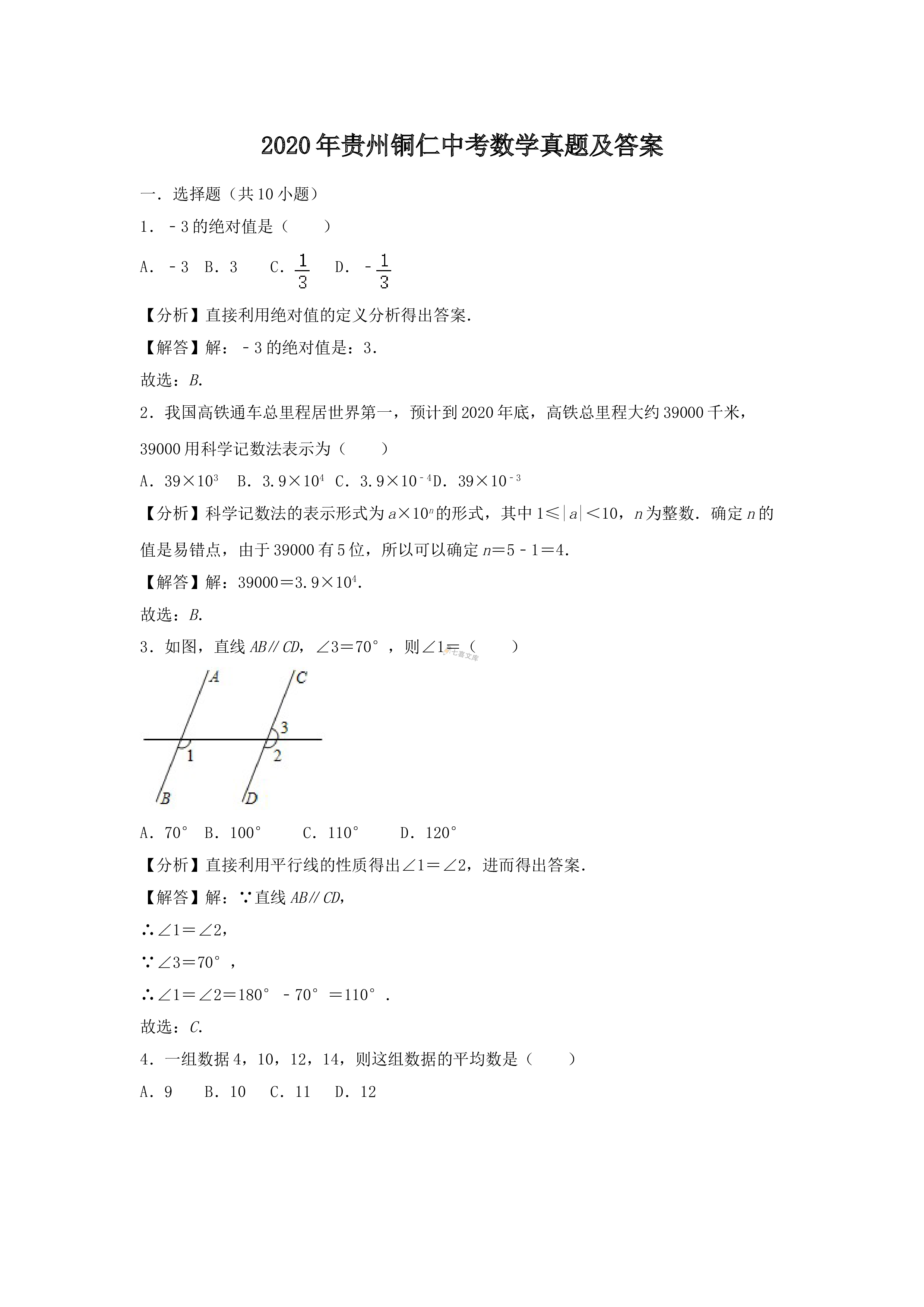
2020年贵州铜仁中考数学真题及答案
 2025-01-04 6
2025-01-04 6
分类:行业资料
价格:2.8金币
属性:3 页
大小:23KB
格式:DOC
时间:2024-06-02
相关内容
-
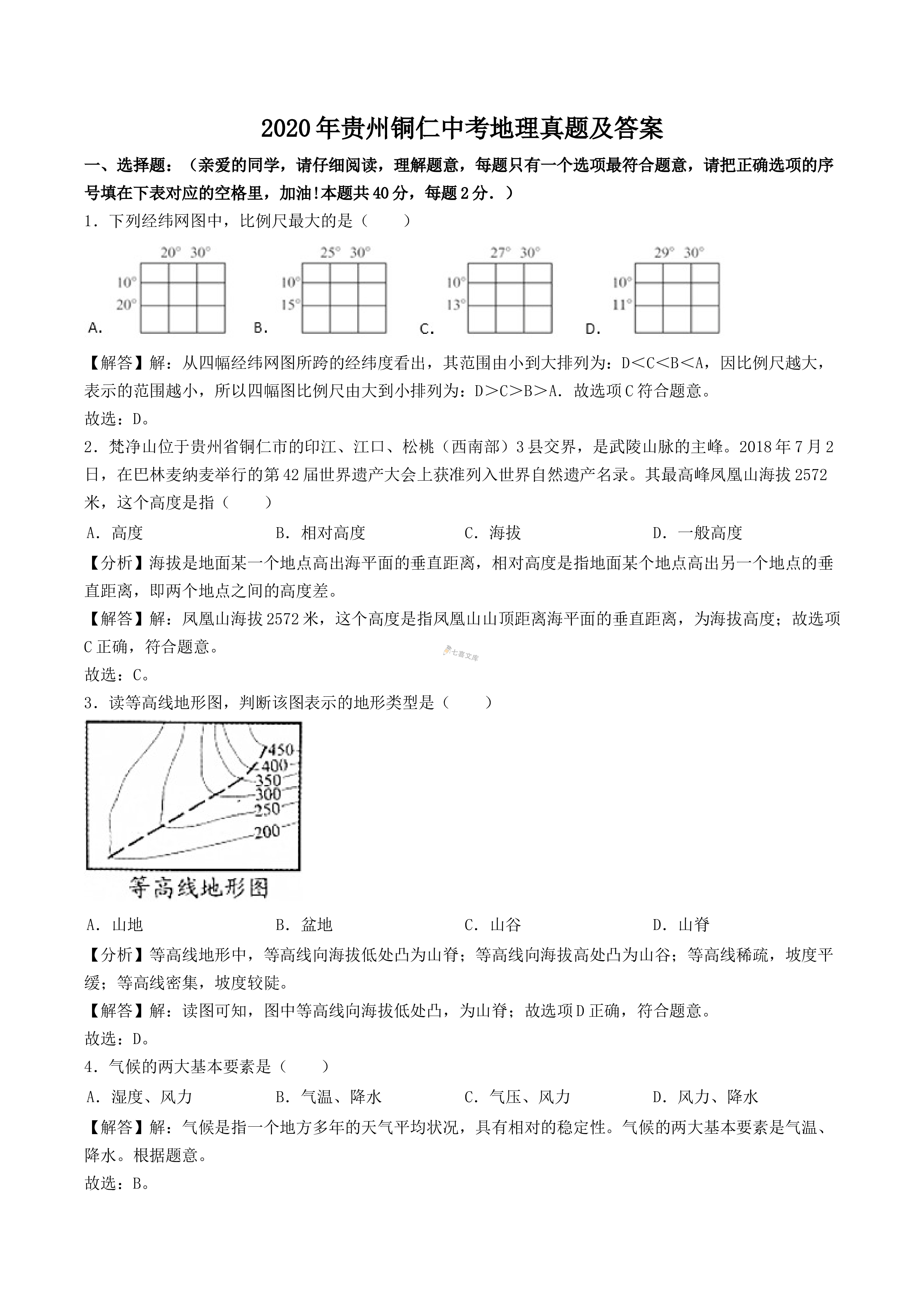
2020年贵州铜仁中考地理真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考化学真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考历史真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考生物真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考数学真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币




