
钢筋闪光焊施工
VIP免费
3.0
2024-06-02
3
0
1.48MB
5 页
2.8金币
侵权投诉

钢筋闪光焊施工
第1章 施工准备
第1节 机械设备
本工程用的对焊机是UN1-100A。
第2节 材料
各种规格钢筋级别必须有出厂合格证,进场后经物理性能检验。
第3节 作业条件
(1)设备在操作前检修完好,保证正常运转,并符合安全规定,操作人员必须要持证上岗
。
(2)钢筋焊口要平口、清洁、无油污杂质等。
(3)对焊机容量、电压要符合要求。
第2章 操作工艺
第1节 对焊工艺
根据钢筋品种、直径和所用焊机功率大小选用连续闪光焊、预热闪光焊、闪光—预热—闪光焊。
对于可焊性差的钢筋,对焊后宜采用通电热处理措施,以改善接头塑性。钢筋焊接工艺选用见表
1、表2。连续闪光焊参数 表1
闪光—预热—闪光焊参数 表2

(1)连续闪光焊:工艺过程包括连续和顶锻过程。施焊
时,先闭合一次电路,使两钢筋端面轻微接触,此时端面的
间隙中即喷射出火花般熔化的金属微粒—闪光,接着徐徐移
动钢筋使两端面仍保持轻微接触。形成连续闪光。当闪光到
预定的长度,使钢筋端头加热到将近熔点时,就以一定的压
力迅速进行顶锻,再灭电顶锻到一定长度,焊接接头即告完
成。
(2)预热闪光焊:工艺过程包括一次闪光、预热、二次
闪光及顶段等过程。一次闪光是将钢筋端面闪平。
连续闪光预热是使两钢筋端面交替地轻微接触和分开,
发出断续闪光来实现预热。
(3)钢筋闪光对焊工艺过程。
1〕对焊参数,根据焊接电流和时间不同,分为参数(即大电流和短时间)和弱参数(即电流较小
和时间较长)两种。
2〕采用强参数可减小接头过热并提高焊接效率,但易产生淬硬。见表3。
φ20 以上的Ⅰ、Ⅱ、Ⅲ级钢筋预热闪光对焊参数 表3

摘要:
展开>>
收起<<
钢筋闪光焊施工第1章施工准备第1节机械设备本工程用的对焊机是UN1-100A。第2节材料各种规格钢筋级别必须有出厂合格证,进场后经物理性能检验。第3节作业条件(1)设备在操作前检修完好,保证正常运转,并符合安全规定,操作人员必须要持证上岗。(2)钢筋焊口要平口、清洁、无油污杂质等。(3)对焊机容量、电压要符合要求。第2章操作工艺第1节对焊工艺根据钢筋品种、直径和所用焊机功率大小选用连续闪光焊、预热闪光焊、闪光—预热—闪光焊。对于可焊性差的钢筋,对焊后宜采用通电热处理措施,以改善接头塑性。钢筋焊接工艺选用见表1、表2。连续闪光焊参数表1闪光—预热—闪光焊参数表2(1)连续闪光焊:工艺过程包括连续...
相关推荐
-
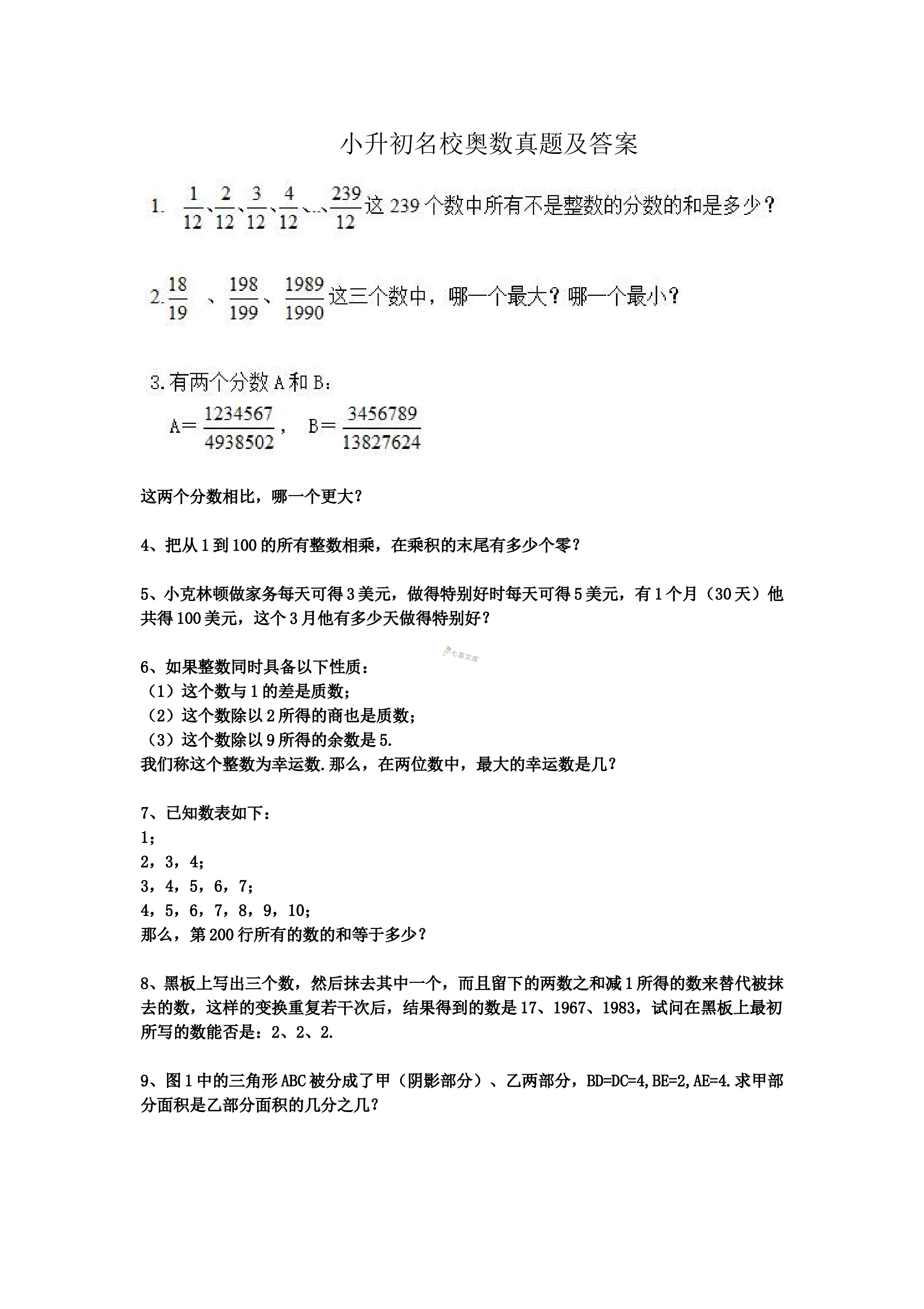
小升初名校奥数真题及答案VIP免费
 2024-11-09 39
2024-11-09 39 -
2023-2024学年七年级下册数学第一章第七节试卷及答案北师大版VIP免费
 2024-11-09 70
2024-11-09 70 -
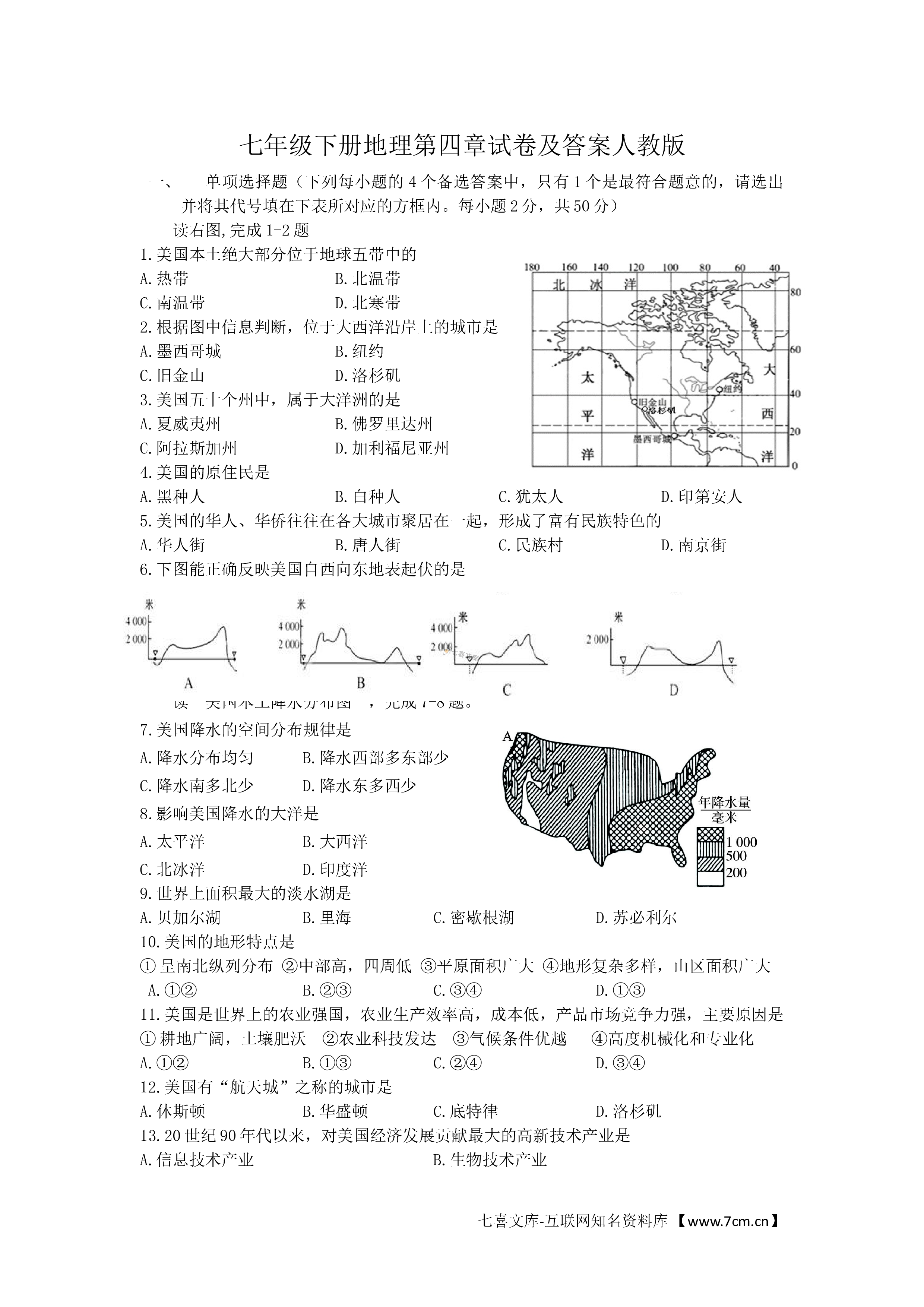
七年级下册地理第四章试卷及答案人教版VIP免费
 2024-11-10 50
2024-11-10 50 -
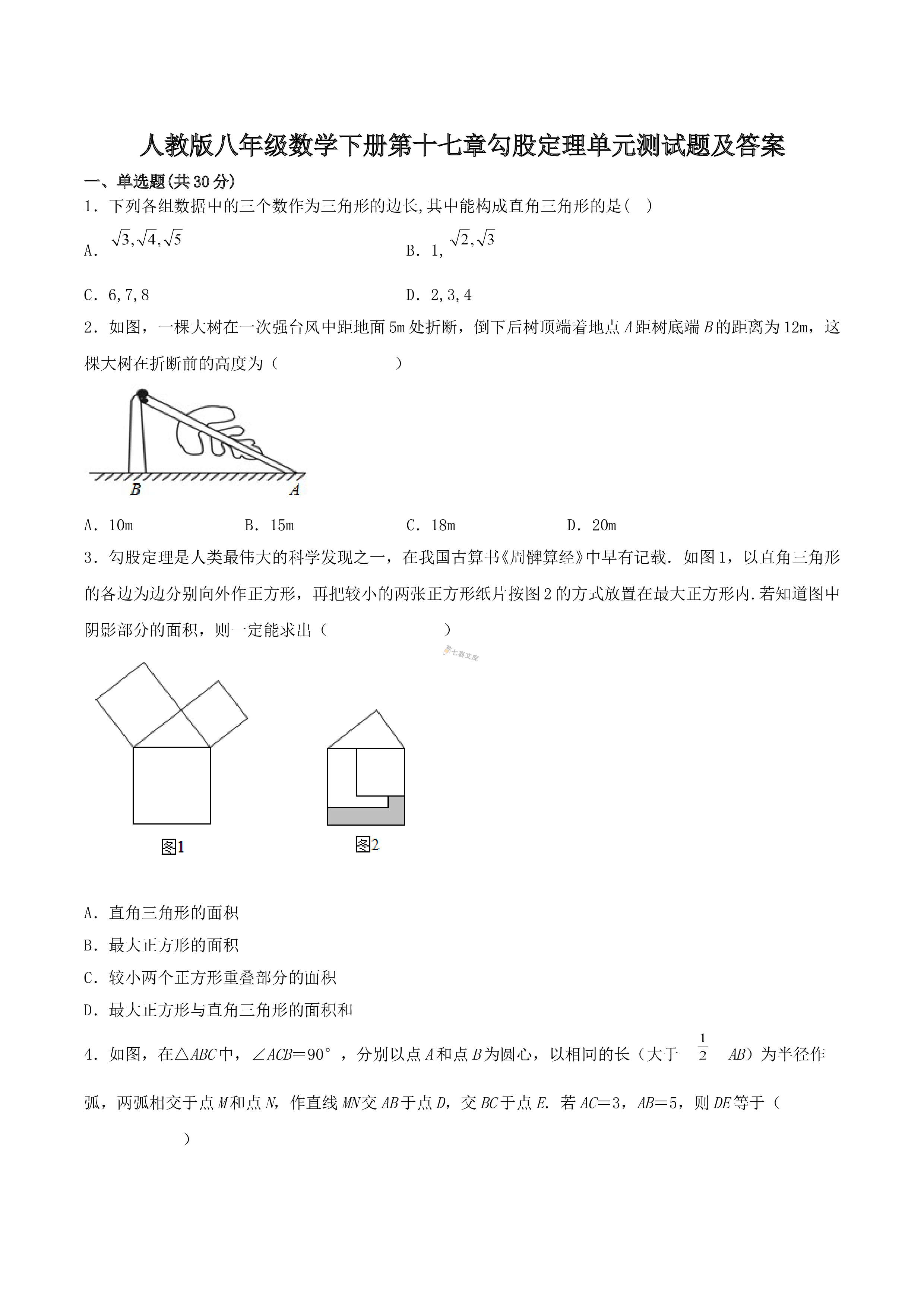
人教版八年级数学下册第十七章勾股定理单元测试题及答案VIP免费
 2024-11-10 427
2024-11-10 427 -
2011年成人高考专升本生态学基础考试真题及答案VIP免费
 2024-11-12 43
2024-11-12 43 -
2023年武汉工程大学教育管理学考研真题VIP免费
 2024-11-14 17
2024-11-14 17 -
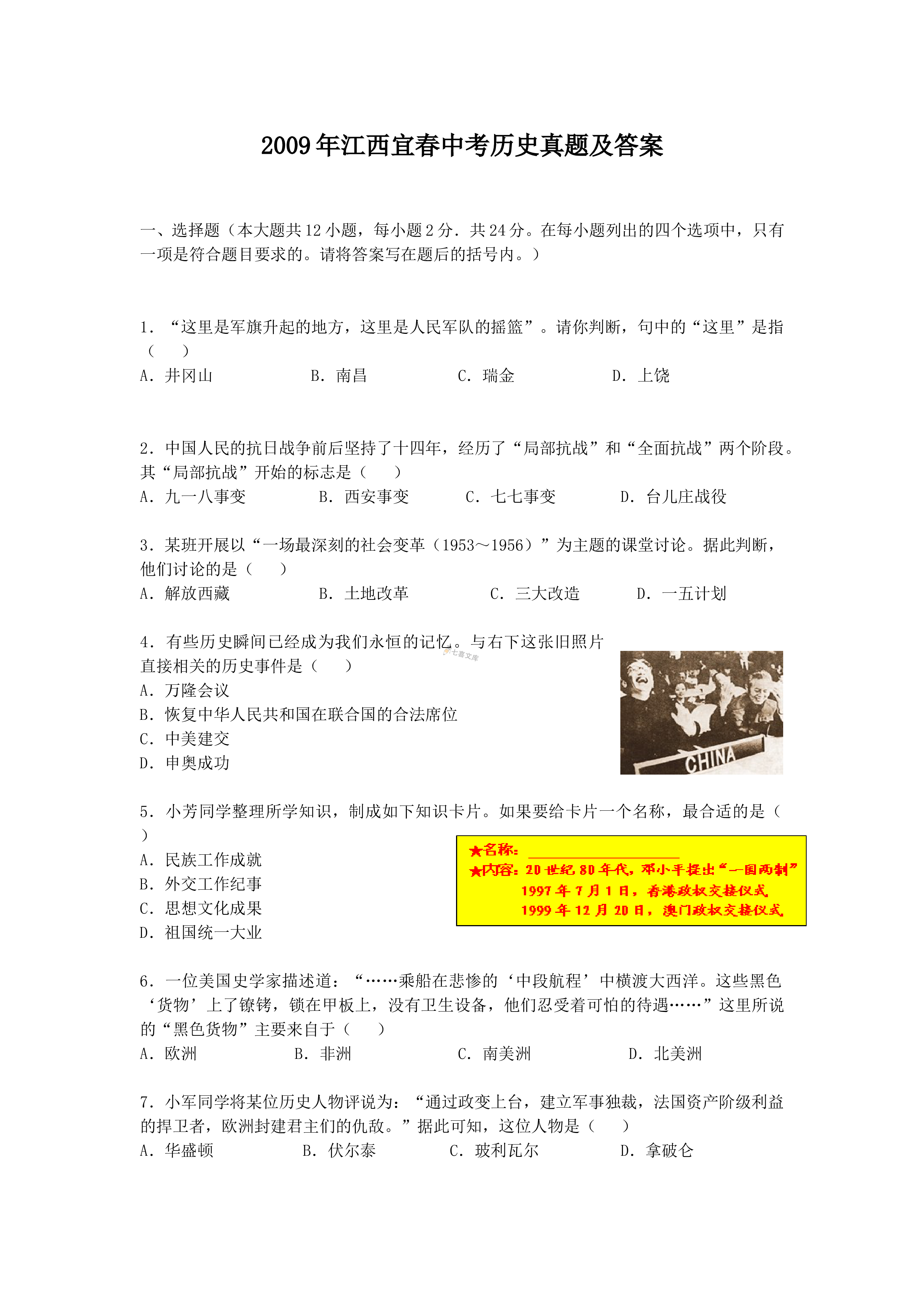
2009年江西宜春中考历史真题及答案
 2024-12-24 7
2024-12-24 7 -
2020年贵州铜仁中考历史真题及答案
 2025-01-04 5
2025-01-04 5 -
2020年贵州铜仁中考生物真题及答案
 2025-01-04 4
2025-01-04 4 -
2020年贵州铜仁中考数学真题及答案
 2025-01-04 6
2025-01-04 6
分类:行业资料
价格:2.8金币
属性:5 页
大小:1.48MB
格式:DOC
时间:2024-06-02
相关内容
-
2020年贵州铜仁中考地理真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考化学真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考历史真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考生物真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币
-
2020年贵州铜仁中考数学真题及答案
分类:行业题库
时间:2025-01-04
标签:无
格式:DOC
价格:3.3 金币




