
冷轧扭钢筋施工
VIP免费
3.0
2024-11-12
0
0
34KB
4 页
3.2金币
侵权投诉
冷轧扭钢筋施工
本工程所有的板筋均采用冷轧扭筋。
(1)冷轧扭钢筋的特点
冷轧扭钢筋是用Ⅰ级 Q215、Q235 热轧圆盘条(φ6.5-
φ14)作母材,经冷轧扭机工而成的冷强化钢筋,即对其母材
的经伟方向同时进行冷加工,在保留原截面中心区域晶体的相
对平衡和稳定的前提下,在提高抗拉(压)强度的同时,仍保
留足够的延性,使冷轧钢筋的几何参数(轧扁厚度、截面宽厚
比、面缩率、节距)和 4 项材质指标(抗拉强度、条件屈服值、
延伸率和冷弯)达到优化。其加工工艺流程如下
┌────┐ ┌───┐ ┌───┐ ┌────┐
│调直拉伸│→│轧 扁│→│扭 转│→│定长切断│
└────┘ └───┘ └───┘ └────┘
主要优点①冷轧扭钢筋虽为无明显流辐的钢筋,但受弯构
件破坏前仍有相当的延续时间,属延性破坏;②在允许出现裂
缝的现浇板类构件使用时,可考虑不超过 15%的塑性内力重分
布;③冷轧扭钢筋比普通热轧园钢(Ⅰ级)强度高,可节约钢
材约 40%,节约投资;④加工使用便,可按施工需要,由加工
厂按计划加工定尺成形,也可在现场直接加工,冷轧扭钢筋有
特殊的螺旋形,铺设安装绑扎方便,不易移位,钢筋骨架刚度
增大、整体性好,不易因施工被踩踏而变形,与混凝土结握裹
力强,可防止砼收缩裂缝,保证砼的质量,加快施工速度。
(1) 冷轧扭钢筋施工
1) 冷轧扭钢筋的存放要求
冷轧扭钢筋进入施工现场后,应选择干燥场并有可靠
的防雨设施。根据来料先后顺序分批分规格捆扎码施工整
齐,挂标签或标牌,注明钢筋的规格、数量、生产日期、
生产厂家和使用的工程及部位。冷轧扭钢筋堆放时应在下
部垫木架空。
冷轧扭钢筋成品到现场后应分进行检验。每批重量不应大
于10T,不足 10T也按一批计。其检验批以同一钢厂、同
一牌号、同一规格、同一台轧机生产的钢筋为一批。
2) 冷轧扭钢筋加工质量的检验
冷轧扭钢筋加工质量的检验应符合现行国家标准
GB228、GB232、GB2101 等有关规定和省市地方有关标准,
一般包括以下几个方面。
A、外观检查
表面不允许有影响钢筋力学性能的裂纹、折叠、
结疤、压痕和机械损伤。锈蚀严重的钢筋,严禁使用。
B、 轧扁厚度的检验
轧扁厚度用游标卡尺(精度 0.02mm)在试样两端
量取。每端分别测其截面两边缘和中央部位厚度,取
算术平均值为一端厚度。再取两端算术平均值为冷轧
扭钢筋截面轧扁厚度。菱形截面测其两端横截面短向
对角线尺寸,邓算术平均值为菱形截面的轧扁厚度。
轧扁厚度应符合下表标准

轧扁厚度要求表
类型标志直径 d 轧扁厚度 t
Ⅰ型
6.5 ≥3.7
8 ≥4.2
10 ≥5.3
12 ≥6.2
14 ≥8.0
Ⅱ 型 12 ≥8.0
C、 节距的检验
应取不少于 5个整节距的长度,取其平均值(用
直尺量精度 1mm)。平均直应符合下表规定
冷轧扭钢筋的节距要求表(mm)
类型标志直径 d 节距 l1
Ⅰ型
6.5 ≦75
8 ≦95
10 ≦110
12 ≦150
14 ≦170
Ⅱ 型 12 ≦150
D、 重量检验
冷轧扭钢筋的实测重量和公称重量的负偏差每批
应不大于5%(见下表)。
重量测量及偏差测量冷轧扭钢筋重量偏差时,试
样长度不应小于 500mm。
重量偏差按下式计算
重量偏差=((G’-LG)/LG)×100%
式中G为公 称 重量(kg/m ) ; G’为实 测 重 量
(kg);L为试样长度(m)。
冷轧扭钢筋的重量要求表
类型标志直径 d 公称重量
(kg/m)
Ⅰ型
6.5 0.232
80.355
10 0.536
12 0.733

摘要:
展开>>
收起<<
冷轧扭钢筋施工本工程所有的板筋均采用冷轧扭筋。(1)冷轧扭钢筋的特点冷轧扭钢筋是用Ⅰ级Q215、Q235热轧圆盘条(φ6.5-φ14)作母材,经冷轧扭机工而成的冷强化钢筋,即对其母材的经伟方向同时进行冷加工,在保留原截面中心区域晶体的相对平衡和稳定的前提下,在提高抗拉(压)强度的同时,仍保留足够的延性,使冷轧钢筋的几何参数(轧扁厚度、截面宽厚比、面缩率、节距)和4项材质指标(抗拉强度、条件屈服值、延伸率和冷弯)达到优化。其加工工艺流程如下┌────┐┌───┐┌───┐┌────┐│调直拉伸│→│轧扁│→│扭转│→│定长切断│└────┘└───┘└───┘└────┘主要优点①冷轧扭钢筋虽为...
相关推荐
-
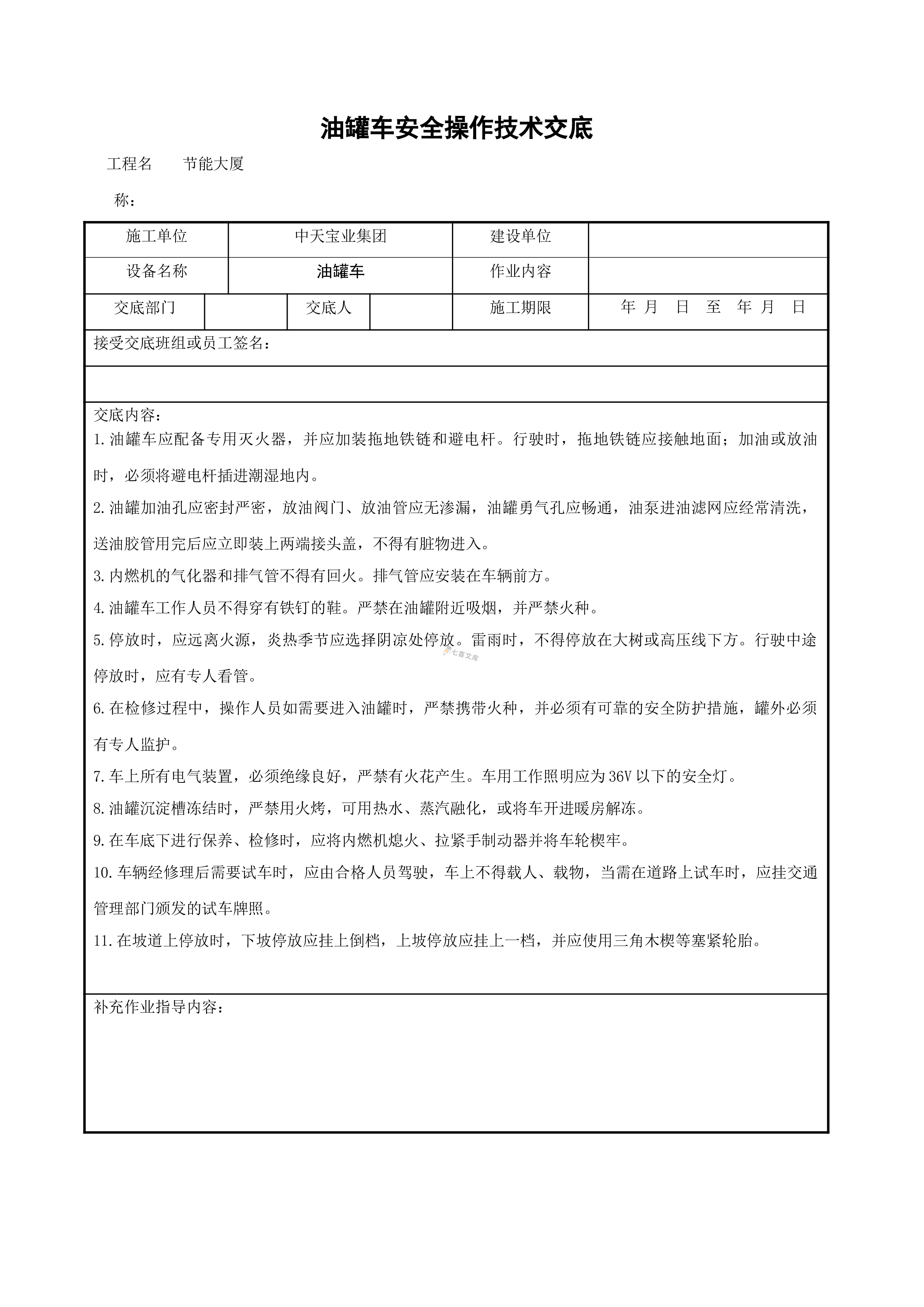
油罐车安全操作技术交底VIP免费
 2024-05-31 23
2024-05-31 23 -
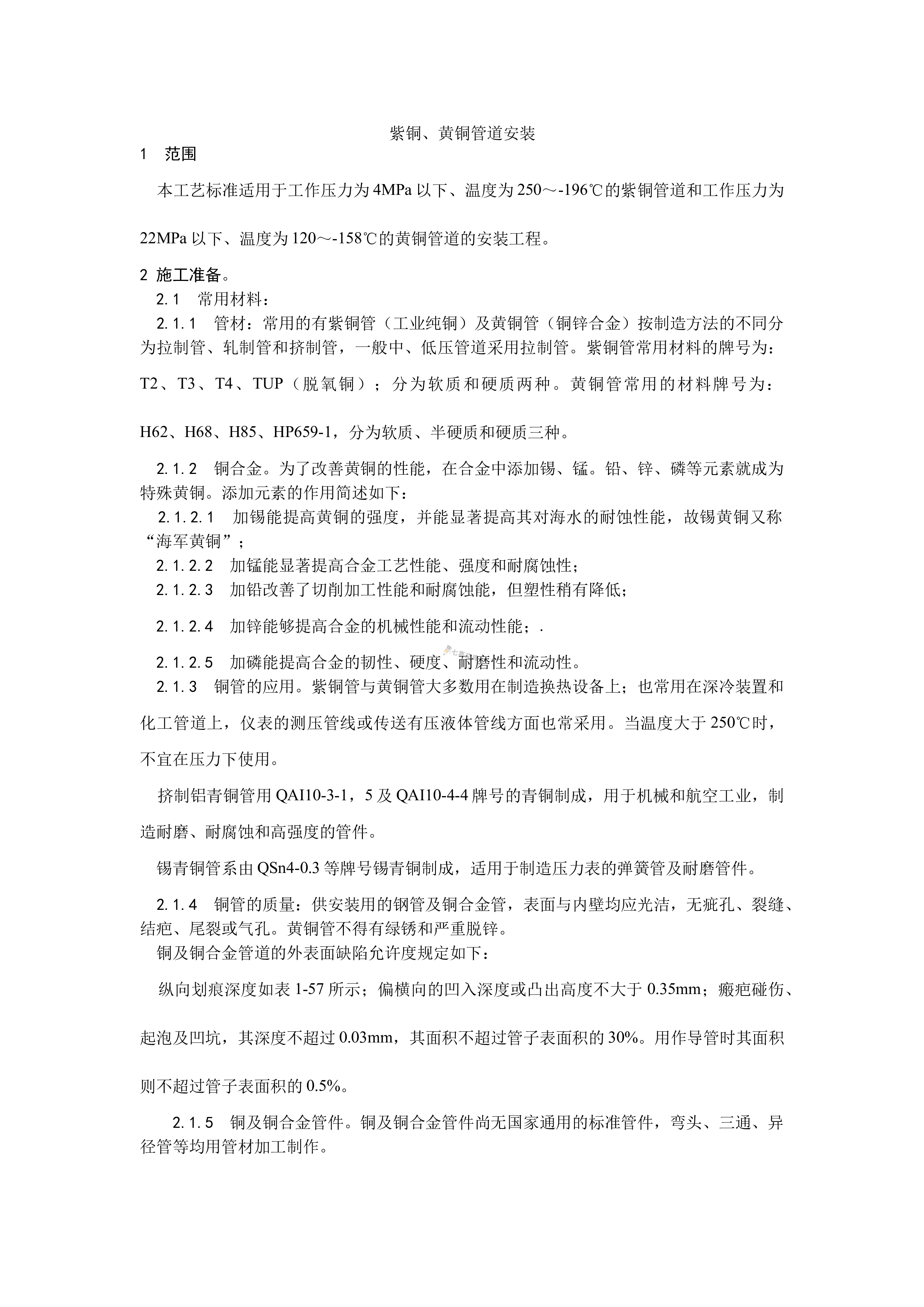
紫铜、黄铜管道安装工艺VIP免费
 2024-05-31 23
2024-05-31 23 -
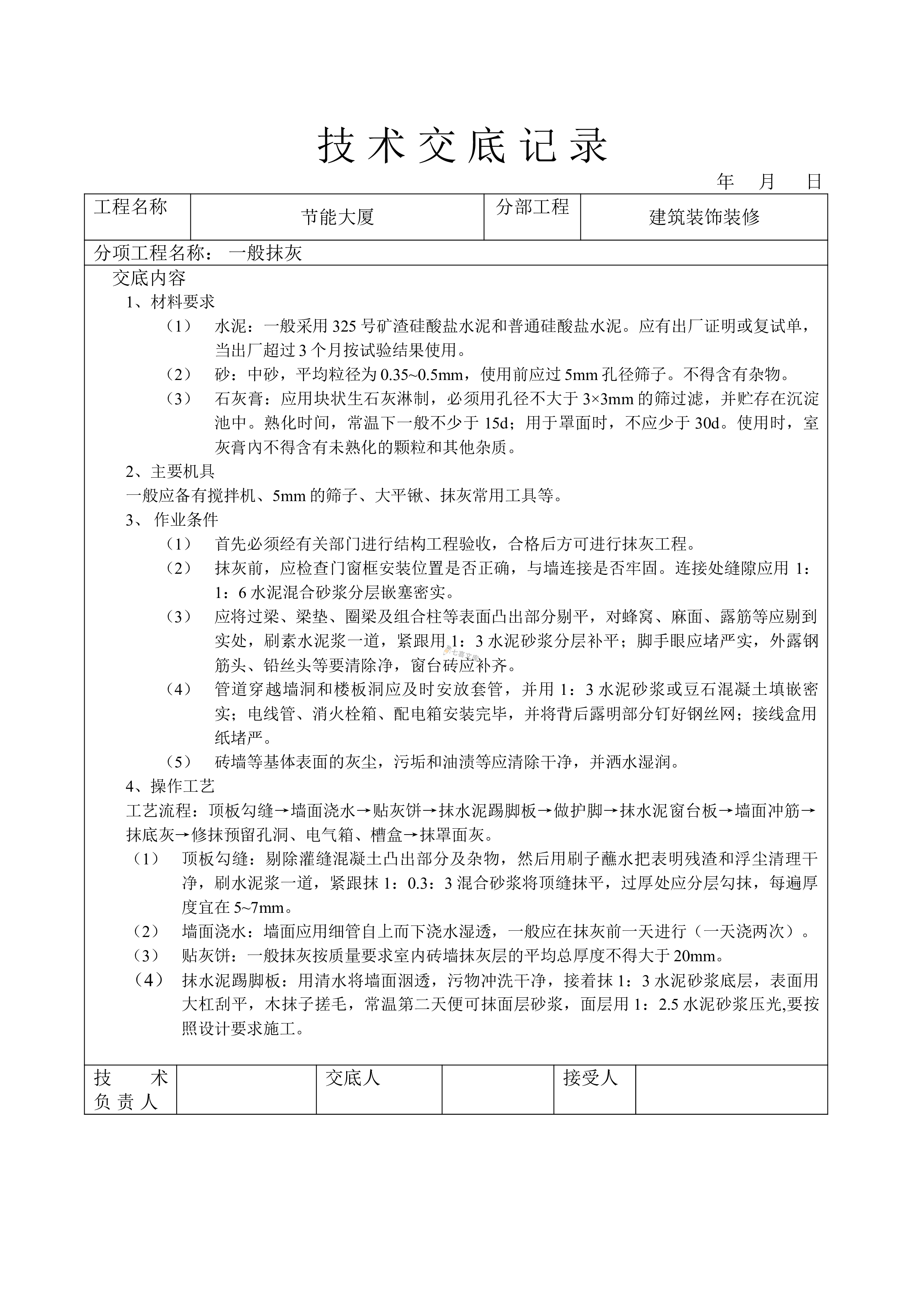
一般抹灰技术交底VIP免费
 2024-05-31 29
2024-05-31 29 -
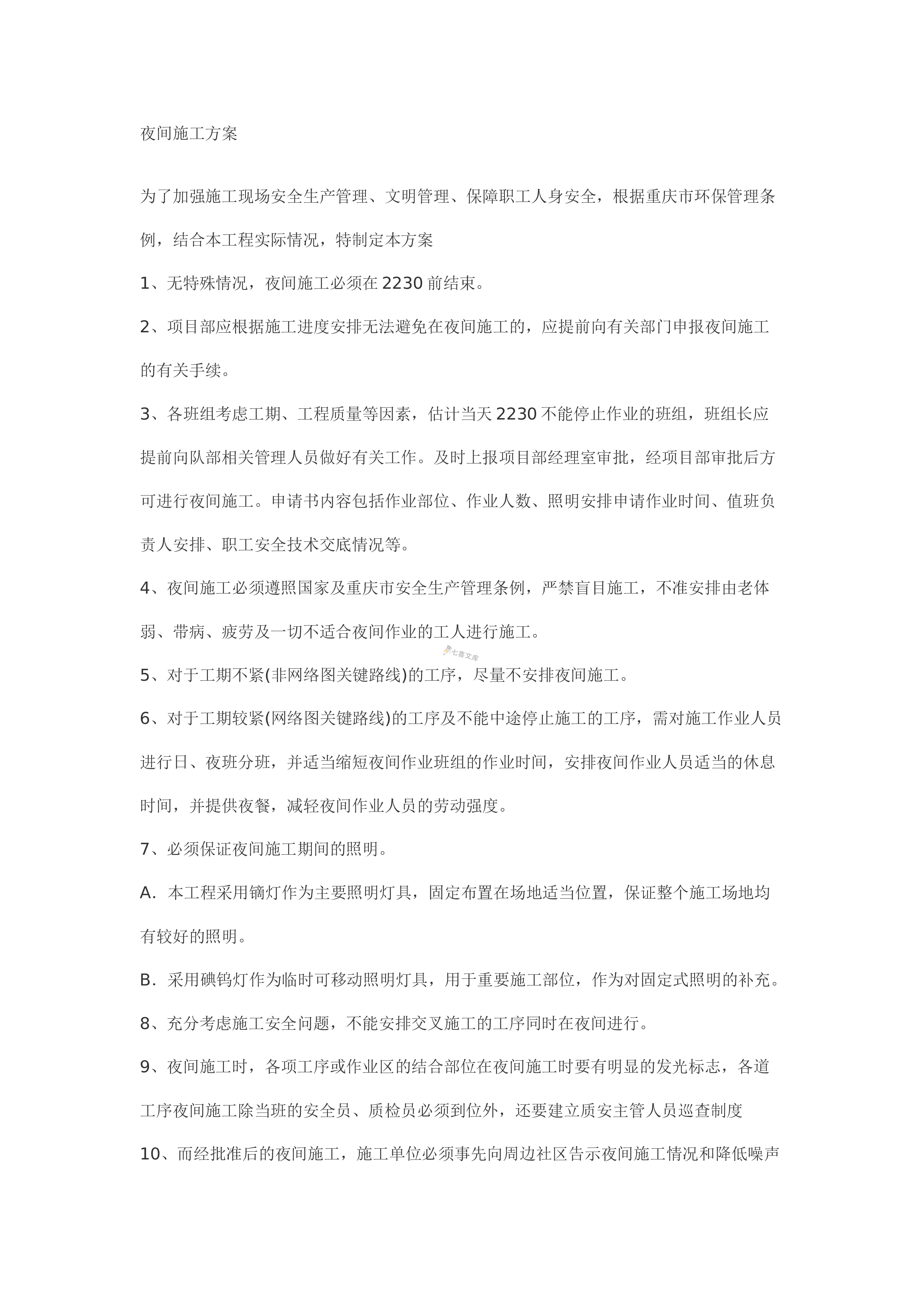
重庆某工程夜间施工方案VIP免费
 2024-11-18 10
2024-11-18 10 -
重庆盘龙中小学体育馆工程--抗震构造补强专项施工方案VIP免费
 2024-11-18 8
2024-11-18 8 -
重庆市九龙坡区法院办公楼装饰工程施工组织设计VIP免费
 2024-11-18 6
2024-11-18 6 -
重庆市沙坪坝区人民医院消防安全整改工程施工方案VIP免费
 2024-11-18 22
2024-11-18 22 -
重庆渝发建设有限公司安全隐患排查专项方案VIP免费
 2024-11-18 40
2024-11-18 40 -
砖混结构住宅楼VIP免费
 2024-11-18 25
2024-11-18 25 -
综合楼施工组织设计VIP免费
 2024-11-18 44
2024-11-18 44
分类:行业资料
价格:3.2金币
属性:4 页
大小:34KB
格式:DOC
时间:2024-11-12
相关内容
-
重庆市九龙坡区法院办公楼装饰工程施工组织设计
分类:行业资料
时间:2024-11-18
标签:无
格式:DOC
价格:3.3 金币
-
重庆市沙坪坝区人民医院消防安全整改工程施工方案
分类:行业资料
时间:2024-11-18
标签:无
格式:DOC
价格:3.3 金币
-
重庆渝发建设有限公司安全隐患排查专项方案
分类:行业资料
时间:2024-11-18
标签:无
格式:DOC
价格:3.3 金币
-
砖混结构住宅楼
分类:行业资料
时间:2024-11-18
标签:无
格式:DOC
价格:3.3 金币
-
综合楼施工组织设计
分类:行业资料
时间:2024-11-18
标签:无
格式:DOC
价格:3.3 金币




